Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.

Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.

Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым. Это легкоплавкие сплавы.

Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.


Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.

Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
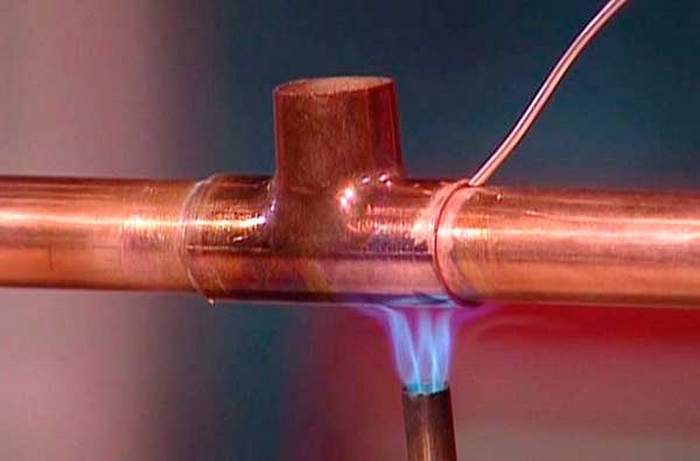
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.


Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы. Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.


После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.

Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
Видео описание
О пайке низкотемпературным способом рекомендуется посмотреть видео:
Высокотемпературное соединение
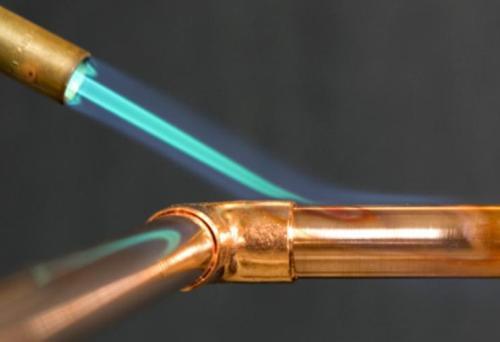
Выбрав этот способ и определив, чем паять медь, мастер прогревает детали тоже газовой горелкой. Она также перемещается по всему соединению. Выполняются равномерные и быстрые движения.
Нагрев специалист выполняет, пока поверхность не приобретет темно-вишневый цвет. Он свидетельствует, что детали расколись до температуры 750°. После этого прикладывают припой.
После заполнения всего зазора соединение не трогают, пока оно полностью не остынет. Затем стык протирают тряпкой.
Видео описание
В видео показано и рассказано, как выполняется пайка высокотемпературным способом:

Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Пайка медных труб: процесс, инструменты и материалы

Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Метод пайки труб из меди

Трубы из меди часто используют в отопительной и водопроводной системе. Хотя медь является недешевым материалом, её качественные характеристики не дают сомневаться в надёжности изделий, выполненных из неё. Металл легко поддаётся пайке и не реагирует при высоких температурах на внешние условия. В процессе медь легко соединяется с припоями многих видов металлов. Для неё не требуются дорогостоящие флюсы.
Пайку труб осуществляют уже довольно давно. Поскольку все нюансы работы уже изучены, в процессе соединения элементов обычно не возникает никаких проблем. Сущность данного метода заключается в заполнении стыка между деталями специальным средством, которое называется припой. Припой для пайки медных труб расплавляют при высоких температурах, а затем жидкую массу выливают в стык, заполняя все пространство между элементами, и ждут полного её застывания. Данный вид соединения является надёжным, герметичным и долговечным.
Удобство такого метода заключается ещё и в том, что соединённые детали можно будет легко разъединить, если в этом возникнет необходимость. Для отделения частей трубы место соединения нагревают, чтобы припой стал мягким и податливым.
Среди достоинств процесса следует отметить:

- несколько разновидностей процесса пайки деталей;
- возможность соединения металлов в любых сочетаниях;
- осуществление соединения при любой температуре в самом начале процесса;
- возможность соединения металлов с неметаллами;
- более точное выдерживание формы и размеров изделий;
- получение изделий, для которых не требуются значительные внутренние напряжения или коробление;
- лёгкий демонтаж соединённых элементов.
Высокая прочность и производительность будущего изделия продлит его эксплуатацию. Работая согласно инструкции по работе, пайку металлических деталей сможет исполнить даже новичок.
Инструменты и материалы
Для самостоятельного соединения трубок из меди не требуется какое-то дорогостоящее оборудование или особенные материалы. Все нужные инструменты и средства можно найти в любом специализированном магазине. Для правильного осуществления процесса будут необходимы:

- Горелка. С помощью этого инструмента нагревают припой и участок трубки, к которому будут присоединять деталь. Обычно в газовую горелку подают пропан. Давление газа регулируют с помощью сварочного редуктора.
- Труборез. Резку медных трубок осуществляют именно этим приспособлением. Так как медные трубы мягкие, разрезать их надо очень аккуратно, чтобы не помялись стенки. Функциональность и технические возможности различных моделей труборезов могут заметно отличаться.
- Труборасширитель. Таким устройством расширяют диаметр трубки из меди. Совершать эту процедуру необходимо для качественного выполнения последующей пайки. Различные системы, монтирующиеся из медных труб, состоят из элементов одинакового сечения, поэтому для одной из соединяемых деталей следует провести расширение диаметра.
- Фаскосниматель. На торцах медных труб находятся фаски, которые можно снять специальным приспособлением. Когда трубу разделяют на нужное количество кусков, на краях образуются заусеницы, которые следует убрать. Удаление проводят перед пайкой, чтобы придать трубке необходимую форму. Фаски могут быть расположены в круглом корпусе или изготавливаться в виде карандаша. Круглые приспособления стоят дороже, зато ими удобнее пользоваться.
- Ёршик или щётка со стальной щетиной. Стальным ёршиком или щёточкой медные трубы очищают от окислов и загрязнений.
- Припой. Пайку трубок из меди выполняют припоем, который представляет собой медную или оловянную проволоку. Медные прутки расплавляют при высоких температурах, оловянные — при низких.
- Флюс. Именно этим химическим составом облегчают процесс пайки трубок. Он защищает формируемые швы от образования в них пузырьков воздуха и улучшает соединение припоя с трубой.
Из дополнительных инструментов понадобятся рулетка, строительный уровень, жёсткая кисточка, молоток и фломастер (или маркер). Работу совершают в рабочей одежде и плотных резиновых перчатках. При подборе припоя и флюса следует учитывать тип планируемой пайки.
Виды припоя

Разновидностей припоев, с которыми гарантировано надёжное соединение трубок из меди при помощи пайки, множество. Обычно специалисты используют низкотемпературные варианты элемента. С низким нагревом материала соединения создаются без деформации меди. Минусом такого выбора выступают некачественные швы, у которых понижены механические качества.
Для получения максимально прочных соединений следует использовать высокотемпературные припои (свыше 450°С). Но работать с ними могут только опытные мастера. При термическом воздействии на металл существует высокая вероятность совершения прожига, если у человека нет необходимых навыков в такой работе. Пайку деталей кондиционеров и холодильных агрегатов совершают только с высокотемпературным припоем.
Если применяется низкотемпературный метод (до 450°С), тогда специалисты используют бессвинцовые припои для пайки меди, с помощью которых возможно создание достаточно устойчивых к механическим нагрузкам соединений. Обычно такие припои производят на основе олова с добавлением небольшого количества висмута, селена, серебра или сурьмы. Более дешёвые элементы изготавливают из олова со свинцом. Но данный вариант нельзя применять при обустройстве водопровода, через который поступает питьевая вода, потому что свинец является токсичным материалом.
Флюс для пайки

При низкотемпературной пайке чаще всего используют флюс, выполненный на основе хлорида с цинком. Но можно приобрести и любое другое средство, предназначенное для тех же целей. Одним из них является канифольно-вазелиновая паста.
Иногда пайку трубок совершают без применения флюса. Но прочное соединение элементов возможно только с высокотемпературной пайкой, при которой используются наиболее качественные припои из олова и серебра.
Как паять медные трубы

Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
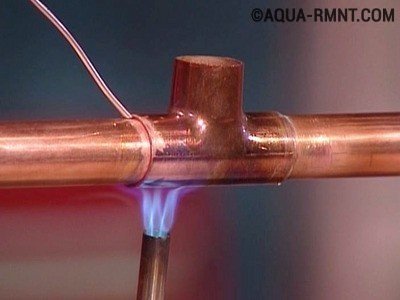
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Полезные советы

Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Когда стыки нагреваются горелкой, следует смотреть, чтобы пламя не передерживалось в одной точке. Поскольку температура обычно достигает 1000 °C, участок соединения равномерно разогревают в течение 20−25 секунд.
В конце процесса пайки систему трубопровода следует тщательно промыть при помощи значительного напора воды. Именно так можно полностью избавить трубки от излишков флюса и припоя, которые остались в застывшем виде внутри соединения.
Если ответственно подойти к работе, то пайку труб из меди можно будет выполнить без сложностей. Знание технологии и предварительная тренировка с материалом поможет качественно осуществить поставленную задачу.
Пайка медных труб своими руками
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди

Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами
Пайка медных труб своими руками может проводиться двумя методами:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.

Для выполнения надёжной пайки необходимо приобрести припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб

Если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

Следует помнить, что чрезмерный перегрев медного сплава ведет к разрушению слоя флюса
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Пайка труб из меди
Капиллярная высокотемпературная и низкотемпературная пайка медных труб является самым распространенным процессом соединения меди.
Соединение меди с использованием высокотемпературной пайки происходит при температуре более 450°С.
В данной статье речь пойдет о том, как правильно паять медные трубы, применяя высокотемпературную и низкотемпературную технику соединения.
Техника низкотемпературной пайки
В отоплении, водоснабжении и некоторых иных отраслях, где рабочая температура теплоносителя не более 130°С, применяется низкотемпературная пайка. Низкотемпературная пайка медных труб выполняется с температурой менее 450°С и применяется для изделий с диаметром от 6 до 108 мм.
В данной технике соединения меди используют припой из легкоплавких, имеющих низкую прочность, металлов (свинец, олово). Поэтому она еще называется «мягкая» пайка. В зависимости от диаметра изделия, ширина шва пайки может быть от 7 до 50 мм.
Холодная пайка труб.
В сантехнике низкотемпературная пайка нашла широкое применение, это вызвано тем, что при этой технике пайки не происходит отжига меди, более высокая безопасность выполнения работ своими руками. В результате этого, в сантехнике медные трубопроводы, соединение которых выполнено с применением низкотемпературной техники пайки, представляют классику водопровода. Газовая промышленность не допускает использование низкотемпературной пайки.
Техника высокотемпературной пайки
Соединение меди с использованием высокотемпературной пайки происходит при температуре более 450°С. В данном соединении применяется припой, основу которого составляет медь, серебро и ряд других металлов, которые более «твердые», чем олово. Припой из более тугоплавких и прочных металлов дает паяный шов, выигрывающий по температурным и механическим параметрам. Поэтому его зачастую называют «твердым» соединением, которое применяется для медных труб с большим диаметром (от 12 до 159 мм).
В водоснабжении соединение «твердым» способом применяется для изделий с диаметром более 28 мм и в случае, когда рабочая температура теплоносителя более 130°C. Соединение своими руками медных изделий данным способом дает возможность выполнять монолитную состыковку методами, которые допустимы для медных систем трубопровода.
Для пайки труб из меди используют припой из более тугоплавких и прочных металлов.
Так как высокотемпературное соединение обладает высокой надежностью и прочностью, газовая промышленность стала широко применять этот вид пайки медных труб.
В сантехнике «твердая» пайка применяется при монтаже отопления и позволяет сделать отвод на уже смонтированной системе, без необходимости ее демонтажа (что не допускает газовая промышленность).
Особенность «твердой» пайки заключается в том, что происходит отжиг металла, после чего он размягчается. Для минимальной потери прочностных свойств меди, охлаждение соединения должно происходить естественным путем, а нагрев должен быть минимальным.
Нагрев изделия и этапы пайки
Для нагрева соединения своими руками, в низкотемпературной пайке применяется газ со следующими смесями: пропан-бутан-воздух, пропан-воздух. Газ со смесью ацетилен-воздух также допускается. В случае невозможности использования открытого пламени для прогрева изделия с небольшим диаметром применяют не газ, а электрический нагреватель. Скорость нагрева с использованием такого устройства не отличается от скорости нагрева с использованием горелки. Таким образом, газовая горелка для нагрева изделия небольшого диаметра не имеет преимуществ.
Для пайки высокотемпературным способом применяется только газ и газопламенный метод нагрева изделия. Используется газ со смесями: ацетилен-воздух, пропан-кислород. Допускается к применению и газ со смесью ацетилен-кислород.

Для нагрева соединения своими руками, в низкотемпературной пайке применяется газ со следующими смесями: пропан-бутан-воздух, пропан-воздух.
Выполняется также газовая сварка медных труб с температурой плавления меди (1070°С-1080°С). В данном случае используется газ ацетилен-кислород.
На рынке присутствует всевозможный инструмент для пайки медных труб своими руками. Это может быть портативная горелка с компактным одноразовым баллоном газа, удобным при монтаже изделий небольшого диаметра, или же это универсальная горелка для работы с баллоном газа большой емкости.
Соединение труб из меди можно разделить на следующие этапы:
- резка изделия и удаление с ее торца заусенец;
- очистка до блеска наружной поверхности изделия и внутренней поверхности раструба (или фитинга);
- проверка расположения деталей и зазора в соединении;
- нанесение на наружную поверхность изделия флюса (при необходимости);
- сборка соединения;
- нагрев соединения;
- заполнение зазора (монтажного) припоем;
- отведение пламени и припоя от соединения;
- естественное охлаждение пайки;
- тщательное удаление остатков флюса и зачистка соединения.
Подготовка изделия и нанесение флюса
Для выполнения резки можно использовать ручной труборез, но следует учесть, что его применение даст ровную кромку изделия, но зачастую приводит к уменьшению диаметра мягкого изделия, при этом задиры образуются только лишь внутри трубы. Использование ножовки позволит избежать деформации изделия, но даст много заусенец и требует применение шаблона, который используется для уменьшения косины реза.
Овализация или замятие трубы приводит к изменению размера монтажного зазора, что, в свою очередь, сделает пайку некачественной. Для того чтобы получить качественную пайку, зазор должен быть от 0,02 мм до 0,4 мм. Если зазор будет увеличен, капиллярный эффект будет отсутствовать, а при уменьшении зазора припой просто в него не проникнет.
Окончание трубы должно иметь строго цилиндрическую форму и минимальную косину реза. Исходя из этого, применение ручного калибратора просто необходимо, он даст возможность получения необходимого монтажного зазора.
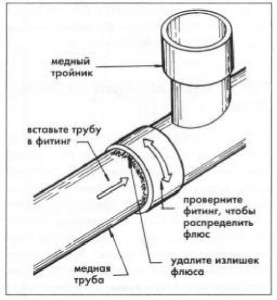
Схема нанесения флюса
Для избежания окисления поверхности флюс необходимо нанести на поверхность сразу же после ее очистки. Флюс (паста) поглощает большое количество окислов, и при этом его вязкость увеличивается. Наносить флюс внутрь фитинга (соединения) категорически запрещается.
После того как флюс нанесен, детали необходимо сразу соединить, дабы исключить попадание посторонних частиц на влажную поверхность изделия. Сборку раструба (или фитинга) с трубой необходимо производить до упора, проводя взаимное вращение соединяемых элементов, для того чтобы обеспечить в монтажном зазоре равномерное распределение флюса. После удаления салфеткой остатков флюса соединение можно считать готовым к нагреву. Флюс (остаток) удалять просто необходимо, так как он является агрессивной субстанцией.
Нагрев при низкотемпературном соединении
При данном виде соединения в обязательном порядке применяется низкотемпературный флюс, пропановая горелка и газ с соединением: пропан-бутан-воздух или пропан-воздух. Это может быть как малогабаритная горелка, так и стандартная. Существуют специальные инструменты для «мягкой» пайки, в набор которых входит электрический паяльник, которым также можно выполнять нагрев деталей соединения.
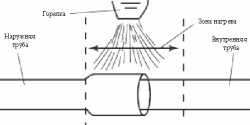
Выполняя пайку с помощью газовой горелки, пятно контакта между поверхностью и пламенем нужно постоянно перемещать для того, чтобы достигнуть равномерного нагрева всего соединения. Время от времени необходимо припоем касаться капиллярной щели. Если при очередном касании припой не плавится, нужно продолжать нагрев. И лишь после того, как припой начнет плавиться, горелка отводится в сторону, дабы позволить припою заполнить полностью капиллярный (монтажный) зазор.

Припой и пайка медных труб.
Формирование паяного соединения в низкотемпературной пайке происходит за счет того, что припой плавится от температуры нагретых деталей соединения. В высокотемпературной пайке, при формировании паяного соединения, пламя не отводится до полного заполнения припоем монтажного зазора.
После того как припой заполнил монтажный зазор, нужно дать ему застыть, особенно это крайне важно для мягкого припоя, который имеет невысокую механическую прочность.
При проведении работ по пайке меди очень важно избегать ее перегрева, так как при этом флюс может разрушиться, что приводит к неминуемой потере его способности удалять и растворять оксиды.
Для определения температуры, при которой припой начнет плавиться, можно применить флюс с порошковым припоем, и, как только капли порошкового припоя во флюсе заблестят, соединение будет нагрето.
Когда недопустимо использование открытого пламени, применяются паяльные электрические аппараты. Как правило, это набор из электрических щипцов, паяльника и блока питания. Электронагрев соединений не имеет отличий в пайке. При этом время нагрева изделий с помощью электрического паяльника может быть даже немного меньше, чем с помощью газовой горелки.
Нагрев при высокотемпературном соединении
Для «твердой» пайки применяют только газ со смесью: ацетилен-воздух или пропан-кислород, допускается газ со смесью ацетилен-кислород.
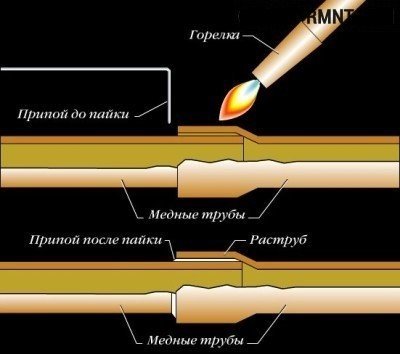
По возможности цикл нагрева должен быть коротким, при этом пламя горелки необходимо постоянно перемещать по всей длине и окружности соединения. Для быстрого нагрева горящий газ должен иметь небольшое ярко-синего цвета пламя. Соединительные детали пламенем горелки необходимо нагревать до получения темно-вишневого цвета изделий (750°С), при этом теплота должна распределяться равномерно.
При достаточном прогреве деталей припой, который подается к кромке раструба, начинает плавиться и поступать в зазор соединения. Для улучшения пайки соединения припой нужно немного прогреть пламенем горелки. Припой должен плавиться от температуры нагретого соединения, а ни в коем случае не от пламени горелки.
Искусство высокотемпературной пайки заключается в необходимости выполнить такое минимальное нагревание соединения, при котором одно касание прутком припоя приведет к полному заполнению капиллярного зазора с образованием галтели.
После застывания припоя влажной тряпкой необходимо удалить флюс (все видимые его остатки). В сантехнике, после того как монтаж трубопровода закончен, проводится технологическая промывка системы для удаления всех остатков флюса, которые остались на внутренних поверхностях труб. Флюс является агрессивным веществом и оказывает негативное влияние на организм человека.
Теперь вы знаете, как паять медные трубы. Соблюдая простые правила монтажа, которые заключаются в добросовестной очистке поверхности, нагреве соединений до необходимой температуры, неподвижности соединения при остывании припоя, можно гарантированно получить соединения с высокой прочностью.
Поделитесь полезной статьей:
Пайка медных труб — обзор частых ошибок и правильной технологии работ
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.

Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.
Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.

Флюс паста используется при пайке мягким припоем
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.
При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.
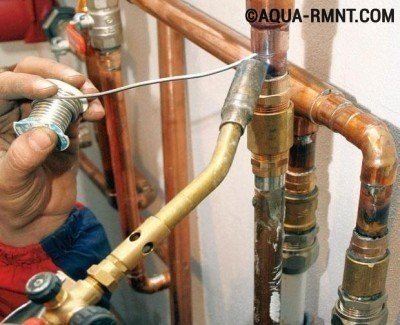
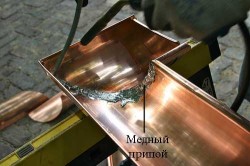
Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
https://m-strana.ru/articles/payka-mednykh-trub/
https://tokar.guru/truby/rabota-s-trubami/payka-mednyh-trub-process-instrumenty-i-materialy.html
https://santex1.ru/pajka-mednyh-trub-svoimi-rukami.html
