
Содержание
Как паять медные трубы, какой припой использовать?


Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге








![]()
Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.
Оба метода могут использоваться при создании сети, используемой для отопления помещений. Чтобы провести высокотемпературную пайку, необходим профессиональный нагревательный инструмент. Одновременно с этим, низкотемпературный метод может проводиться с помощью простой паяльной лампы.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.

Необходимые материалы и приспособления олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.







Ценовая политика или за сколько можно купить новую медную трубку для сплит – системы
Стоимость изделия составляет 42 рубля за погонный метр. В продажу поступают они бухтами, состоящими или из пятнадцати, либо из сорока метров.
Ценообразование осуществляется под влиянием следующих факторов:
- технологии, с помощью которых производится трубка кондиционера;
- характеристики самого исходного металла;
- марка-изготовитель.
Как вариант, если возникает потребность в замене-пайке проводящего устройства. Можно обратиться в компанию, которая занимается и поставкой самих изделий, и их монтажом.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Осуществляем процедуру самостоятельно: что для этого нужно
Прежде всего, необходимо запастись набором соответствующих инструментов. В случае если вы решили еще и изготовить составляющие для кондиционера своими руками, приобретайте труборез и несколько трубогибов. Первый позволяет грамотно обработать тот конец системы, которые впоследствии будет подвергаться пайке.
Непосредственно перед тем, как рассматривать вопрос, как запаять трубку кондиционера, отметим, что бывают они дюймовых и метрических размеров. Первые находятся в ценовом диапазоне от 170 рублей за один метр, вторые – дешевле, можно обойтись 30-40 за единицу.
Теперь непосредственно о самой пайке. Это сложная с точки зрения технологии процедура, в процессе осуществления которой происходит соединения деталей с помощью введения между ними, так называемого припоя, обладающего гораздо более низкой температурой плавления, чем тот материал, из которого изготовлены совмещаемые объекты.
Использование данной технологии обеспечивает герметичность шва под воздействием давления, его высокую коррозионную устойчивость, равномерное расширение при гипертермии, а, самое главное, длительный срок эксплуатации без ревизионного вмешательства.
Характер и качество соединения напрямую детерминированы квалификацией инсталлятора: помните об этом, когда решите выяснить, как запаять алюминиевую трубку кондиционера своими руками.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Виды медных труб
Перед изготовлением трубопровода нужно выбрать детали. Среди покупных деталей выделяют два вида:
- Неотожженные — высокопрочные элементы с низким показателем пластичности. Они не проходят дополнительную термическую обработку после изготовления.
- Отожженные — элементы, которые проходят дополнительную термическую обработку. Они выдерживаются при температуре около 700 градусов по Цельсию. Материал обретает высокий показатель пластичности. Благодаря дополнительной термической обработке, они становятся более устойчивыми к воздействию критических температур.
Медные трубы различаются по толщине стенок и размеру бухт, в которых они продаются. По ГОСТу они должны изготавливаться из чистой меди.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Особенности пайки мягким и твердым припоями
Соединение медных труб имеет ряд характерных особенностей. Особо отчетливо они проявляются при использовании различных материалов.
Пайка звеньев легкоплавким припоем проводится при температуре 175–315ᵒC. Пайка твердыми составами осуществляется при разогреве места стыка до температуры 650–815ᵒC.
Пайка мягким сплавом используется для спаивания медных труб с внутренним диаметром до 22 мм, и твердым – при диаметре 22 мм и более.

Мягкие и твердые припои — описание
При достаточном разогреве происходит кипение нанесенного слоя флюса. При плавлении мягкого припоя образуется расплавленная капля, играющая важную роль для прочного соединения труб. Кипящий флюс выталкивает расплавленный состав из пространства стыка. Под действием капиллярных сил припайный сплав затягивается внутрь стыка при его остывании.
При пайке твердыми припоями встык между спаиваемыми элементами вставляется тонкая прокладка из мягкого металла. Соединяемые детали надежно и прочно фиксируются направляющей прокладкой.
Простая техника выполнения спаивания труб из меди и доступность всех материалов позволяет выполнять эту работу своими руками в домашних условиях.
Видео по теме: Пайка медных труб «мой опыт»
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
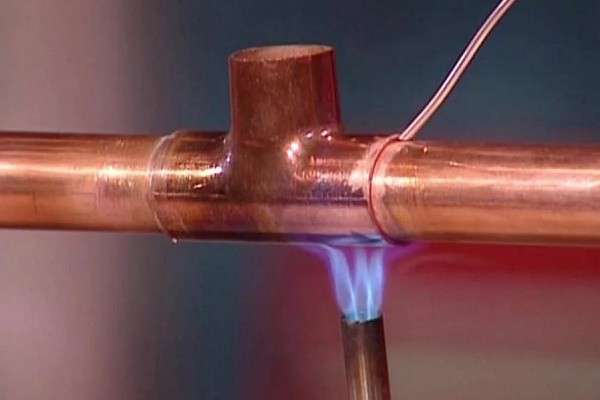
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
Паять медь домашних условиях — это под силу каждому мужчине.
Пайка медных труб — обзор частых ошибок и правильной технологии работ
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.

Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.

Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.

Флюс паста используется при пайке мягким припоем
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.

При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.

Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
Пайка медных труб: процесс, инструменты и материалы

Пайка медных труб позволяет создать герметичный шов при монтаже системы коммуникаций. Такая технология применяется в различных отраслях: промышленность, бытовые условия и т. д. Медные изделия востребованы благодаря прочности, устойчивости к коррозии.
По этой причине их используют до сих пор, несмотря на появление полимерных аналогов. Чтобы обеспечить длительный период эксплуатации трубопровода, нужно правильно выполнить монтаж.

- Пайка меди — почему стоит этому научиться
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Что понадобится в процессе
- Технология пайки медных изделий
- Отрезаем деталь необходимой длины
- Наносим флюс на поверхность трубы
- Соединяем детали перед пайкой
- Образование соединения при низкотемпературной пайке
- Образование шва при пайке высокотемпературного типа
- Техника безопасности при спаивании труб из меди
- Основные ошибки допускаемые при пайке
- Выводы и полезное видео по теме
Пайка меди — почему стоит этому научиться
Изделия из такого материала дорогостоящие. Однако затраты на их приобретение и монтаж окупятся, учитывая, что срок службы трубопровода соответствует периоду эксплуатации объекта. Это значит, что коммуникации из меди будут работать, пока стоит здание. Их можно заливать бетоном. При этом вероятность образования течи минимальная и обуславливается лишь теми ошибками, которые были допущены в процессе пайки.
Другие положительные моменты:
- несложный монтаж;
- высокая адгезия с другими материалами;
- не требуется обрабатывать торцевые участки труб агрессивными средствами для очистки;
- нет необходимости в использовании специальных флюсов высокого ценового сегмента, т. к. в процессе монтажа водопроводных коммуникаций не происходит химическая реакция с кислородом;
- трубы не деформируются при подогреве;
- при возникновении такой необходимости можно выполнить демонтаж трубопровода, причем в данном случае не нужно использовать метод резки, коммуникации распаиваются.
Благодаря описанным качествам пайки упрощается выбор припоя.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.

Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.

Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.
Что понадобится в процессе
Для работы подготавливают припой и флюс. Первый из материалов подбирается с учетом способа пайки. Так, если планируется соединять медные трубы посредством высокотемпературного метода, состав не должен содержать свинец, потому что данный компонент будет размягчать трубу.
Когда используется низкотемпературная техника стыковки коммуникаций, рассматривают варианты вспомогательных материалов, которые содержат олово, медь, свинец или серебро или висмут. Приобрести их можно в виде проволоки диаметром 3 мм.
Флюс применяется непосредственно перед началом пайки. Он предназначен для подготовки труб. При нанесении флюса удаляется оксидная пленка. В результате улучшается растекаемость плавкого материала по коммуникациям на торцевых участках, а одновременно с тем снижается и поверхностное натяжение. Эти факторы позволяют обеспечить надежное соединение благодаря высокой адгезии.

Инструменты, которые необходимо подготовить, если планируется выполнять пайку своими руками:
- труборез — используется для нарезки коммуникаций;
- фаскосниматель — формирует фаску, благодаря чему один участок трубы легче входит в торец второго, а еще такое приспособление удаляет заусеницы;
- расширитель — используется для незначительного увеличения диаметра коммуникаций на участке, где будет выполнен шов;
- газовая горелка со смесью бутана, пропана — для высокотемпературной пайки используют смесь ацетилен-воздух или пропан-кислород;
- паяльник — применяется вместо горелки, является универсальным прибором, применяется для пайки, выполняемой по разным технологиям;
- строительный уровень;
- рулетка;
- маркер;
- ершик для очистки внутренних поверхностей труб;
- молоток.
Технология пайки медных изделий
В процессе выполнения работ важен каждый этап, включая и подготовительный, т. к. при этом коммуникации очищаются от загрязнений, оксидов, заусениц. Для каждого действия предназначен специальный инструмент. Если не использовать его, качество сцепки меди с припоем будет ниже.
Например, когда не удаляются заусеницы или это делается недостаточно тщательно, образуются пустоты из-за неполного прилегания проволоки. Наличие загрязнений на поверхности изделий или нарушение правила обработки труб флюсом способствует ухудшению сцепки материалов.
Отрезаем деталь необходимой длины
Учитывая, что медь достаточно мягкий материал, можно использовать разные инструменты для нарезки изделий. Однако наиболее ровный срез получают, применяя труборез. При его использовании диаметр коммуникаций незначительно уменьшается. По этой причине на следующем этапе применяют расширитель для труб.
Предварительно очищают изделия от заусениц, обезжиривают. С помощью расширителя подгоняют трубы так, чтобы зазор между ними составил 0,02-0,4 мм. Этого достаточно для свободного растекания припоя.
Наносим флюс на поверхность трубы
Данным составом покрывают коммуникации, которые предназначены для заведения в раструб. Для этого используют кисть. Важно применять минимальное количество флюса, т. к. не допускается, чтобы на коммуникациях остались его излишки.
Соединяем детали перед пайкой
На этом этапе действовать необходимо быстро, чтобы на обработанные участки труб не попали частицы загрязнений, пыли. Это может способствовать снижению адгезии материалов. При стыковке коммуникации следует прокрутить, когда они будут установлены до упора. Это позволит удалить избыток флюса. Его нельзя оставлять на поверхности труб из-за агрессивного действия на металл.
Образование соединения при низкотемпературной пайке
В данном случае обязательным условием является использование припоя, который легко плавится, а также флюса, подходящего по свойствам для применения в таких условиях. Учитывая, что вспомогательный материал легко размягчается, не требуется задействовать мощное оборудование. Достаточно использовать стандартный паяльник или малогабаритную горелку. Подготавливают смесь газа, которая не содержит кислорода.
Чтобы размягчить медь, необходимо направить на торец изделия горелку/паяльник. Контактная площадка, которая находится между пламенем и трубой, должна перемещаться. Это позволит прогреть изделие по всей длине окружности. Затем подносят плавкий материал. При использовании низкотемпературного метода проволока не нагревается.
Когда она начнет плавиться при контакте с прогретыми трубами, горелку перестают использовать. Припой расплавится самостоятельно, заполнив собой зазор. После этого он должен остыть в естественных условиях.
Образование шва при пайке высокотемпературного типа
Применяют кислородосодержащие смеси. В процессе горения появляется голубое пламя. Учитывая, что в данном случае на изделия оказывает воздействие высокая температура, нельзя долго производить прогрев. Оборудование перемещают по линии будущего шва. Это позволит обеспечить равномерный нагрев.
Определить, что медь достигла кондиции, можно по насыщенному вишневому цвету изделия. На следующем этапе прикладывают припой. При контакте с горячим металлом он расплавится, заполнит собой зазор. Учитывая, что медь сильно нагрета, плавкий материал быстро теряет форму.
Техника безопасности при спаивании труб из меди
Во время работы изделия из этого материала необходимо удерживать инструментом (клещами) или применять перчатки. Использование флюса способствует появлению химического ожога. Во время работы с таким составом следует проявлять осторожность. При нагреве флюса высвобождаются токсичные вещества, поэтому нужно производить пайку в вентилируемом помещении.
Одежда должна быть из хлопка, т. к. синтетика легко воспламеняется. Если нет опыта в выполнении такой работы, сначала необходимо сделать несколько тренировочных швов.
Основные ошибки допускаемые при пайке
Не всегда работа выполняется правильно. Возможные ошибки:
- не были удалены заусеницы, загрязнения с труб;
- использовался флюс в избыточном количестве, излишки при этом не убирались;
- быстрый прогрев (несколько секунд) при выборе низкотемпературного метода или, наоборот, перегрев;
- использовался искусственный способ охлаждения трубы.
Выводы и полезное видео по теме
При работе с медью следует предварительно определить подходящий способ пайки. В соответствии с этим подбираются вспомогательные материалы. Горелка должна прогревать только трубы, но не флюс. При этом важно быстро распределить припой по поверхности изделия. Чтобы избежать ошибок при монтаже, рекомендуется посмотреть видео о пайке труб.
Источник https://spark-welding.ru/montazh-i-remont/kak-payat-mednye-truby-dlya-vodoprovoda.html
Источник https://aqua-rmnt.com/uchebnik/svarka/pajka-mednyx-trub.html
https://vodasovet.ru/vodoprovod/pajka-mednyh-trub



