
Содержание
Как правильно паять медные трубы: технология пайки своими руками, инструменты, основные ошибки
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
- Технология пайки медных труб
- Высокотемпературная пайка
- Низкотемпературная пайка
- Набор для пайки медных труб
- Припой и флюс
- Горелка
- Паяльник
- Сопутствующие материалы
- Как правильно паять медные трубы, пошаговая инструкция
- Подготовка соединения
- Нанесение флюса
- Пайка
- Техника безопасности при пайке труб из меди
- Основные ошибки
- Пайка медных труб своими руками видео
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.  Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Как паять медные трубы, правильно используя холодный и горячий припой
 Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
- Резьбовое соединение – медные фитинги под опрессовку
- Особенности пайки
- Припои
- Твердый припой
- Трубы большого диаметра
- Изоляция патрубков в обогревательной сети
- Водопроводная система из меди
- Медная труба для кондиционеров
- Паяльники «Dremel»
Резьбовое соединение – медные фитинги под опрессовку
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.

И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.

В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
 Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.

Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.

Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.

Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
 Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.

Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Пайка твердым и мягким припоем медных труб
Пайка меди

При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.
В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление.
При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь.
Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом.
Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя.
Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди.
Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
Пайка медных труб – все тонкости процесса

Медные трубы дают возможность создать в своем жилище по-настоящему эффективную и сверхпрочную систему подачи воды. Такой трубопровод многие специалисты называют вечным, отмечая его высочайшую эксплуатационную надежность. Некоторые люди считают, что использовать медные трубы для водопровода – это чересчур дорогое удовольствие. И они, поверьте, ошибаются.
Да, действительно, медные трубопроводы по сравнению, например, с ПВХ-трубами, трудно причислить к бюджетным видам прокладки коммуникаций. Но если изучить надежность соединений и прочностные параметры этих двух материалов, медь безоговорочно будет признана лучшим вариантом для обустройства отопительной либо водопроводной сети.
Самым простым способом монтажа трубопроводных систем из меди является пайка. Способ спайки медных труб хорошо изучен.
Базируется он на процессе герметизации стыка между раструбом (либо муфтой) и непосредственно трубой посредством припоя – термопластичного специального состава. Он под влиянием высокой температуры плавится.
А затем припой попадает в указанный стыковочный шов, где благополучно застывает, что называется “на века”.
Также во время пайки данный термопластический состав попадает и на кольцевой сварной шов, гарантируя тем самым прочное соединение элементов бытового водопровода (или отопительной системы).
Важным представляется то, что соединения, полученные посредством пайки, демонтируются при необходимости очень быстро и легко.
Для разъединения раструба и трубы нужно лишь нагреть место стыковки этих элементов.
Для выполнения пайки изделий из меди ничего дорогостоящего и необычного приобретать не придется, нам понадобятся следующие инструменты и материалы:
- Паяльник, с помощью которого будет производиться нагрев зоны соединения труб. Как правило, в качестве такого инструмента используется специальная компактная горелка, работающая на пропане. К ней прилагается простой сварочный прибор, снабженный устройством переключения.
- Труборез. Использование такого приспособления для “нежной” резки труб из меди обязательно, так как медные изделия характеризуются повышенной мягкостью, а значит, всякий неправильный нажим на них способен стать причиной деформации материала. Стоимость трубореза зависит от того, какие по диаметру изделия он будет обрабатывать, а также от наличия дополнительных опций, позволяющих применять инструмент в труднодоступных местах.
- Труборасширитель. Для монтажа домашних водопроводов обычно берут трубы одних и тех же типоразмеров. По этой причине иногда возникает потребность сделать диаметр некоторых из них большим. Справиться с подобной задачей и помогает труборасширитель, который очень мягко увеличивает сечение трубных конструкций до нужной величины.
- Фаскосниматель. Важный инструмент, необходимый для удаления с внешних и внутренних краев обрезанных под заданные размеры труб заусенцев. Если их не снять, операция соединения фитинга и трубы существенно усложнится. Сейчас фаскосниматели выпускаются двух типов – в корпусе круглой формы и в виде карандаша. Более дорогим является круглый инструмент, но работать им намного удобнее. Обратите внимание на то, что фаскосниматель круглой формы рассчитан на обработку труб диаметром до 36 миллиметров, не более того.
- Специальная щетка и стальной ершик. С их помощью осуществляется качественная очистка полостей труб и поверхностей, подвергаемых пайке, с целью удаления с них загрязнений и образующихся в процессе выполнения операции окислов.
- Припой (высокотемпературный). Большинство мастеров применяют проволоку из меди в качестве припоя. Такая проволока должна включать в свой состав около 6 % фосфора, что обеспечивает температуру ее плавления в среднем при 700 °С. Реже используется и низкотемпературный припой (он плавится при 350 °С) – обычная оловянная проволока.
- Флюс и паста для пайки. Твердые или жидкие составы, которые не позволяют воздушным пузырькам проникать в стыковочный шов, а также значительно увеличивают уровень адгезии припоя к элементу трубопровода.
Естественно, для монтажа трубопровода вам потребуются и приспособления общестроительной группы, как то:
- маркер;
- рулетка;
- уровень;
- кисточка;
- молоток.
Отдельно отметим то факт, что пайка медных труб твердым припоем представляет собой альтернативный вариант их соединения. Более распространенным является технология, предполагающая применение мягкого припоя.
И это несмотря на то, что при использовании твердого материала прочность шва получается намного выше. Отечественные Саннормы и правила рекомендуют пользоваться припоем твердого типа для пайки медных элементов кондиционеров и холодильных агрегатов.
А вот бытовую коммуникацию (тот же водопровод) легко смонтировать и при помощи мягкого оловянного припоя.
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
- Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
- Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей. Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
- Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
- Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
- На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.
После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.
Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.
После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.
Пайка медных труб твердым и мягким припоем – технология монтажа

Пайка медных труб — обзор частых ошибок и правильной технологии работ
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому.
Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно.
А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб.
Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg.
Именно они обеспечивают надежность паяного соединения.
Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.
При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
урок №1 — пайка меди мягким припоем
урок №2 — пайка меди твердым припоем
Как проводится пайка меди твердым и мягким припоем – ООО ДелоПро

Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения.
Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания.
Так как она обладает определенными особенностями, о которых новичок может не знать.
| Хотите продлить сточенные подвижные плиты? Применяйте проверенную технологию профильной наплавки! В сжатые сроки, на совесть, недорого. Узнайте по телефону 7(343) 302-10-27. |
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку,
- труборез,
- припой,
- флюс,
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя.
Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после.
Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип,
- с малым содержанием олова,
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк,
- фосфор и медь,
- чистая медь,
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы,
- вещество должно сохранять вязкость и клейкость,
- не оказывать отрицательного воздействия на обрабатываемую поверхность,
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость.
Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях.
Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавеи?ки и меди требуется мало времени и достаточно обычной газовой горелки.
Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс.
После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Пайка меди и труб твердым припоем (с видео)

Несмотря на свою привычность и обыденность, пайка — это очень сложный физико-химический процесс, в результате которого получается прочное неразъемное соединение.
Пайка применяется не только для металлических изделий.
В быту существует множество ситуаций, в которых бывает необходима пайка меди твердым припоем.
В домашних условиях, с медью вы сталкиваетесь довольно часто.
Она присутствует во всех электроприборах, в некоторых предметах интерьера, системе тепло- и водоснабжения и даже в одежде.
Если говорить о выполнении каких-либо мелких работ, то процесс пайки не будет сопряжен с какими-либо дополнительными действиями.
Будет достаточно обычного паяльника. В этом плане, медь — достаточно простой и удобный металл.
Она начинает плавиться при относительно небольших температурах. Поверхность меди очень легко отчищается от загрязнений посредством использования не самых агрессивных веществ.
Существует множество материалов, которые имеют хорошую адгезию с медью.
Еще одним фактором, значительно облегающим работу с медью, является то, что она при нагревании не вступает в бурную реакцию с молекулами кислорода, имеющимися в воздухе.
Как следствие — отпадает необходимость в использовании дорогостоящих флюсов.
Все это говорит в пользу того, что пайка меди твердым припоем может быть легко осуществима при помощи различных припоев, что позволяет придать спайному шву любые необходимые свойства.
Неудивительно, что за счет своих уникальных свойств, медь — получила столь широкое распространение. На данный момент, в мире, более 90% всех работ данного типа приходится на медь и медные сплавы.
За счет высокой популярности материала, появилось множество разнообразных способов пайки, каждый из которых отлично подходит для применения в той или иной ситуации.
Большинство из них создано с целью упрощения процесса, при этом не теряя в качестве и надежности соединения.
Для ремонта электроприборов или иных мелких спаечных работ, в качестве припоя подойдет обычная пайка, путем соединения двух деталей расплавленным металлом.
Но в случае с трубами — существуют более надежные способы.
Технология пайки твердым припоем
Не смотря на значительную схожесть процессов сварки и пайки, они довольно сильно разнятся в мелких деталях.
Основная разница заключается в том, что при сварке — соединение достигается за счет расплавления краев двух металлов и их последующего соединения в процессе остывания. С пайкой меди твердым припоем — немного по-другому.
Для лучшего понимания материала статьи ознакомьтесь с видео:
Соединение осуществляется за счет промежуточного материала, который выполняет функции клея. Он имеет значительно меньшую температуру плавления, чем спаиваемые материалы и как следствие расплавляется раньше и быстрее остывает.
Выбор припоя для пайки меди возможен из широкого спектра, но в бытовых условиях — проще всего использовать олово или никель.
Данные металлы легкодоступны и прочности создаваемого соединения будет вполне достаточно для большинства случаев.
Процесс сварки твердым припоем достаточно прост — припой расплавляется при помощи паяльного инструмента и помещается между двумя деталями, которые необходимо соединить.
После остывания получается довольно прочное соединение.
В общем виде, технология сильно напоминает склеивание, только клей достаточно быстро теряет свои свойства, так что в процессе иногда возникает необходимость подправлять материал.
Пайка труб из меди
Засчет отличной прочности, слабой окисляемости и простоты в работе, трубопроводы из меди стали очень популярны.
Одним из самых распространенных способов, которым осуществляется пайка медных труб твердым припоем, является, так называемая, капиллярная пайка.
Эта технология бы придумана на основе любопытного эффекта, который возникает в месте соприкосновения основного металла и припоя.
За счет образования миниатюрных сосудов (капилляров), сила натяжения в месте пайки значительно возрастает, относительно силы натяжения самого припоя.
Как следствие — материал намертво прилипает и соединение получается значительно прочнее, нежели при обычном способе пайки.
Для того, чтобы пайка медных труб твердым припоем осуществилась капиллярным способом, необходимо соблюсти ряд важных условий, которые усилят получаемый при пайке эффект.
Для получения данного эффекта, используют телескопические соединения. При помещении медной трубы в фитинг, между внешним диаметром трубы и внутренним диаметром фитинга остается зазор не более 0,4 мм.
Данный зазор позволяет припою равномерно распределиться по всей поверхности трубы и обеспечить небольшую капиллярную систему, которой будет достаточно для создания сверхпрочного соединения.
Соединение медных труб твердым припоем

Главная > Статьи > Коммуникации > Вентиляция
В строительстве иногда используется медная труба, которую необходимо паять, чтобы соединить между собой. Пайка медной трубы является неотъемлемой при установке кондиционеров или устройстве медного трубопровода в отоплении дома.
Существует два способа пайки меди: мягким и твердым припоем. При большем диаметре труб возможно применение пайки только твердым припоем.
Процесс соединения труб, при этом способе пайки меди, происходит при больших температурах – свыше 500°С. Для этого обязательно нужна горелка, которая позволяет нагреть металл до необходимой температуры.
Для качественного соединения необходимо обладать определенными навыками и соблюдать все технологические процессы.
Качество припоя не влияет на долговечность соединения, как соблюдение всех шагов.
В первую очередь необходимо очистить и обезжирить трубу, так соединение происходит благодаря адгезии, т.е. соединение металла и припоя на молекулярном уровне. Одну трубу нужно вставить в другую, для этого один конец трубы развальцовывается, а другой – вставляется в раструб.
Можно использовать и муфту большего диаметра, но тогда количество паянных стыков увеличивается в два раза.
После того, как одна труба вставлена в другую, нужно проверить наличие зазора между ними, так как припой должен заполнить это пространство.
Теперь трубы необходимо нагреть до температуры, при которой припой начнет плавиться, но трубы нужно нагревать равномерно, так как припой будет стремиться к более нагретой поверхности, поэтому перегрев одной из труб приведет к неравномерному распределению припоя в месте соединения.
Чтобы нагреть металл, необходимо правильно настроить пламя горелки. Для этого нужно равномерно распределить подачу кислорода и газа. Если газа больше, чем кислорода, тогда пламя имеет короткий фитиль и большой факел. При перенасыщении кислородом, факел пламени имеет бледно-голубой цвет.
Поэтому умение пользоваться газовой горелкой – это важный фактор, влияющий на качество соединения.
Очень важно контролировать температуру металла, она не должна достигнуть температуры текучести металла. Температура должна быть такой, чтобы твердый припой начал течь.
Перегретый металл очень сильно сокращает срок эксплуатации соединения. Если трубы не достигли температуры пайки, то это также плохо сказывается на эксплуатационных характеристиках.
Припой должен равномерно заполнить пространство между трубами, а если одна из труб нагрета больше другой, тогда равномерности добиться будет весьма сложно.
Итак, давайте рассмотрим все шаги по порядку:
- необходимо развальцевать трубу;
- очистить от пыли, грязи и обезжирить;
- проверить зазоры, которые должны быть около 0,1 мм;
- равномерно нагреть трубы;
- нанести припой, припой движется в сторону нагретого металла;
- избегаем перегрева;
- необходимо обеспечить хорошую вентиляцию в месте работы, для предотвращения отравления угарными газами.
Припой для пайки медных труб: что необходимо знать?

Пайка – сложный физико-химический процесс, в результате которого получается соединять различные твердые материалы.
Сегодня соотечественники часто устанавливают в своих домах алюминиевые и медные трубы, и порой возникает необходимость в ремонте медных труб или их монтаже. В этом деле непременно понадобится необходимое оборудование, инструмент и материалы.
Естественно понадобится припой для пайки медных труб, к выбору которого следует отнестись со всей серьезностью.
Какой припой выбрать?
Пайка труб, в том числе медных, может производиться мягким и твердым припоем. Таким образом, соединение медных труб мягким припоем достигается за счет температуры 425 гр. С, в то время как для соединения твердым припоем понадобится температура от 460 до 560 гр. С. Применяется чаще газ и горелка.
Тип тиноля можно определить соотношением меди, а также других сплавов в его составе. Так, если состав тиноля содержит серебро, то он называется серебряным. Стоит отметить, что чем больше в составе вещества находится серебра, тем ниже температура его плавления, а также лучше смачиваемость и обтекание зоны пайки.
Отличное качество соединения медных труб достигается за счет применения медно-фосфорных припоев, однако их температура плавления существенно выше, да и смачиваемость уступает аналогичному показателю серебряных тинолей.
Во время пайки медь-медь медно-фосфорным припоем флюс, как правило, не применяется. Для соединения медь-медь, медь-бронза используется флюс. Капиллярный зазор в условиях применения серебряного тиноля должен составлять от 0, до 0,15 миллиметров, а во время использования медно-фосфорных – 0,025-0,15.
Медно-фосфорные
Предназначением трехкомпонентных медно-фосфорных тинолей с содержанием серебра до 15% является высокотемпературная обработка преимущественно в холодильной промышленности, где работает газ.
Особенности
Температура плавления медно-фосфорных тинолей сравнительно невелика. Такие материалы достаточно текучи во время обработки металла рассматриваемых медных труб, некоторых сплавов меди. Стоит отметить важный плюс: в данном случае применение флюса в обработке меди нецелесообразно, так как состав вещества содержит фосфор.
Паяные швы, полученные в результате применения данного материала, выходят прочные. Наиболее требовательно к применению тинолей подобной группы холодильное оборудование. Холодильное оборудование нуждается в соединении, испытывающем незначительные вибрационные нагрузки, к тому же за счет увеличенного содержания в составе серебра пластичность материала возрастает.
Во время пайки элементов арматуры необходимо охлаждение нетермостойких элементов с целью недопущения перегрева.
В процессе соединения металла настоятельно рекомендуют использовать продувку сухим азотом (используется специальный аппарат), предназначенную для того, чтобы оборудование было защищено от окалины.
Медно-фосфорные вещества не используются в работе со сталями по причине образования хрупкой пленки фосфитов на шве.
- 102 – Трехкомпонентный медно-фосфорный «инструмент», в состав которого входит 2% серебра. Данный материал довольно экономичный, обладает средним растеканием. Рекомендации по использованию: применять следует при монтаже холодильных систем для соединения частей, не подвергающихся вибрационным нагрузкам. Также нужен паяльник или газ с горелкой.
- 105 — Трехкомпонентный медно-фосфорный тиноль с содержанием в составе 5% серебра. Данный инструмент обладает пластичностью и медленным растеканием, в связи с чем способен заполнять значительные зазоры. Интересно знать, что для обработки медных труб данным средством паяный шов может выдерживать незначительные ударные и вибрационные нагрузки. Рекомендации по применению: желательно использовать для соединения меди, ее сплавов в холодиной промышленности.
- 115 – Трехкомпонентный медно-фосфорный тиноль с 15% серебра в составе. Вследствие высокого содержания серебра может похвастать наибольшей пластичностью. Средство рекомендуется использовать для соединения деталей из меди, сплавов меди (медных труб). Паяный шов способен выдерживать лишь умеренные ударные и вибрационные нагрузки во время термических циклов. Широко применяется во время пайки холодильных установок, где используется специальные газ.
Серебряные припои
Предназначением серебряных материалов с содержанием серебра до 55% является высокотемпературная процедура в области пищевой и холодильной промышленности.
Особенности серебряных тинолей
Главными особенностями серебряных припоев является низкая температура плавления, достаточно хорошее смачивание паяемых материалов. Веществам посильно отличное заполнение зазоров между соединениями, образование плотно-вакуумных швов.
Применение их требует холодильное оборудование во время монтажа, а также изготовления. Тиноль обладает более низкой температурой растекания в сравнении с предыдущей группой припоев, что позволяет им использоваться во время обработки арматуры.
- 1530 – Четырехкомпонентный материал, в состав которого входит 30% серебра. Обладает экономичностью, средним растеканием по рабочей поверхности, способностью отлично заполнять зазоры. Применяется во всех изделиях, не беря во внимание изделия пищевой промышленности по причине содержания кадмия.
- 530 Sn – Четырехкомпонентный материал с содержанием серебра до 30%. Высокая температура плавления (используется газ и горелка), отлично формирует паяный шов практически в любом положении – не все полезные качества припоя.
- 538 Sn – Четырехкомпонентный материал с серебром до 38%.
Пайка твердым тинолем
Сегодня доступна обработка металлов твердым припоем, подходящим в особенности для капиллярно-щелевой пайки, соединения медных труб систем водоснабжения, систем газоснабжения (природный, жидкий газ), для монтажа холодильных установок. Работа с твердым припоем позволяет создавать качественные соединения в процессе обработки материала.
Для соединения медных труб может потребоваться паста, специальный аппарат (газ) и другие материалы, инструмент, оборудование. Для пайки нужна четкая инструкция (порядок действий). И вообще, потребуется технология пайки медных труб.
Как паять трубы?
Для соединения металла, если вы решили воспользоваться своими руками, потребуется необходимый инструмент, оборудование и материалы. Рассмотрим, какой же инструмент понадобится брать своими руками во время пайки?
Для пайки понадобится:
- Труборез (необходимый инструмент);
- Газовый аппарат (горелка);
- Металлическая шерсть;
- Также понадобится обзавестись бессвинцовым припоем;
- Флюс;
- Наносим флюс на зачищенный участок металла;
- Своими руками надеваем зачищенный фитинг, используя при этом соответствующий инструмент;
- Используем газовый аппарат: газ горелки греет медь до момента смены цвета;
- Теперь воспользуемся припоем.
Пайка медных трубок, а также других медных элементов — серьезный технологический процесс, требующий от мастера предельной осторожности, знаний и умений.
Пайка медных труб: 3 способа монтажа

Одним из самых надежных материалов для создания различных трубопроводных сетей является медь. Трубы из этого металла имеют длительный срок службы, широчайший диапазон рабочих температур и высокую прочность. Тема изложенного ниже материала – пайка медных труб своими руками.
Освоив этот процесс, для вас не составит труда смонтировать подобную инженерную сеть у себя дома.
Пайка – основной метод соединения медных труб
Разновидности соединений
Низкотемпературное спаивание деталей
Эта технология пайки медных труб используется для монтажа инженерных сетей отопления, водопровода и других подобных систем, где температура транспортируемой жидкости не превышает + 130 градусов Цельсия.
Пламя из газовой горелки в этом случае нагревает изделие не выше + 450 градусов Цельсия, а размер детали составляет 6-108 мм (читайте также статью «Фитинги для полипропиленовых труб: виды и их техническое описание»).
В качестве припоя при низкотемпературной пайке применяются различные мягкие металлы: свинец, олово и так далее. Именно отсюда этот метод получил название «мягкая пайка». Ширина шва, в зависимости от размеров фитингов, может составлять 7-50 мм.
Рассматриваемое соединение очень распространено при монтаже различных сантехнических систем.
Это обусловлено следующими факторами:
- при низкотемпературной пайке не происходит отжига меди (что влияет на прочность трубопровода);
- процесс проведения работы менее трудоемок и более безопасен;
- применяется только для изготовления водотранспортных систем;
- не может использоваться для соединения газовых трубопроводов.
При низкотемпературной пайке в качестве припоя используется олово или свинец
Высокотемпературное спаивание деталей
В этом случае пайка медных трубок производится при температуре пламени, превышающей + 450 градусов Цельсия.
При этом используется припой на основе следующих металлов:
- меди;
- серебра;
- других сплавов, более твердых, чем олово.
Использование этой технологии позволяет получить неразъемное соединение, обладающее повышенной прочностью и выдерживающее намного более высокую температуру транспортируемой среды.
Другое название соединения «твердая пайка».
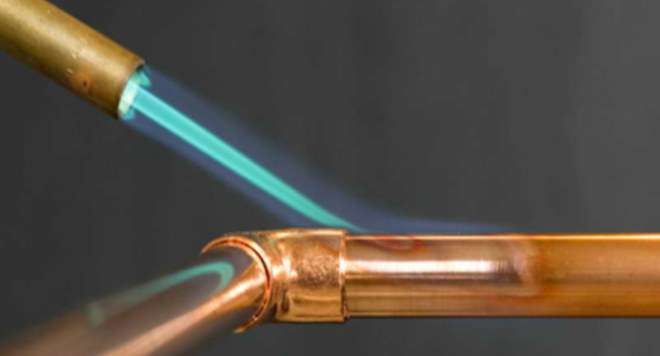
На фото представлен процесс высокотемпературной пайки
Пайка медных труб твердым припоем используется в следующих случаях:
- соединение деталей размером больше 28 мм;
- стыковка деталей, предназначенных для транспортировки жидкости, чья температура превышает 130 градусов Цельсия;
- изготовление систем отопления (этот способ соединения позволяет сделать отвод от уже существующей инженерной сети без ухудшения технических характеристик последней).
- использование именно твердой пайки предусматривает инструкция по монтажу систем газопровода.
Обратите внимание! Во время высокотемпературной пайки происходит отжиг меди, в результате чего труба теряет свою прочность. Для минимизации этого явления необходимо, чтобы остывание шва происходило естественным путем, а нагрев во время пайки был как можно меньшим.
Холодное соединение деталей
Существует также соединение медных труб без пайки. Для этого используются специальные обжимные муфты, конструкция которых сходна с подобными изделиями, используемыми при работе с полимерными деталями.
Внешне муфта для холодного соединения похожа на фитинг для пайки. Однако, первый дополнительно снабжен резиновыми уплотнителями из специальных полимеров.
Кроме того, существует и разъемное соединение медных трубопроводов. Для этого используется цанговый фитинг.
Они делятся на два вида:
- для стыковки твердых и средних по твердости деталей;
- для соединения мягких и полутвердых изделий.
Для «холодного» соединения могут применяться компрессионные фитинги
Процесс работы
Учитывая высокую стоимость пайки медных труб (в случае если вы нанимаете для этого специализированную бригаду сантехников), можно рекомендовать произвести все работы самостоятельно, тем более что цена на полупрофессиональные газовые горелки делает их вполне доступными.
Рассмотрим более подробно каждое их соединений.
Общие моменты
Нагрев трубы и припоя при низкотемпературной пайке медных труб производится с помощью газовой горелки.
Топливом служат различные газовые смеси:
- воздух-пропан-бутан;
- воздух-пропан;
- воздух-ацетилен.
Обратите внимание! В некоторых видах работ использование открытого пламени не допускается. Тогда нагрев производится с помощью электричества. Это не влияет на скорость работы, но таким образом можно стыковать только изделия небольшого диаметра.
Что касается твердой пайки, то здесь достичь нужной температуры можно только с использованием открытого пламени.
Достаточный нагрев может быть произведен с использованием следующих видов топлива:
- воздух-ацетилен;
- кислород-пропан;
- кислород-ацетилен
С помощью последней комбинации производится прямая сварка ацетиленовых труб (без припоя). Температура пламени в этом случае должна достигать точки плавления меди (от 1070 до 1080 градусов Цельсия).
В строительных магазинах представлено множество приспособлений, с помощью которых можно производить спаивание медных трубок.
Их можно разделить на две основные категории:
- портативные горелки с одноразовым баллоном для домашнего применения;
- универсальные газовые горелки, предназначенные для использования больших емкостей и профессиональной работы.
Газовая горелка с одноразовым баллоном
Общая схема работы по свариванию медных труб сводится к следующему:
- порезка трубы и зачистка торца от появившихся заусенцев;
- очистка до характерного медного блеска внутренней и внешней части трубы, на которую будет надеваться фитинг;
- контроль расположения соединителей и зазоров между ними и трубой;
- нанесение на внешнюю часть трубы флюса (необходимо не во всех случаях);
- сборка соединительного узла;
- нагрев места стыковки;
- заполнение специального монтажного зазора используемым припоем;
- прекращение нагрева;
- постепенное охлаждение шва;
- удаление остатков флюса и излишков припоя.
Труборез для медных труб
Подготовка трубы
Порезка медных деталей производится с помощью следующих инструментов:
- специального резака – он не образует заусенцев, но может привести к уменьшению внутреннего диаметра детали за счет загиба внутрь кромок;
- ножовки по металлу – не образует загиба, но в месте соединения появляется много заусенцев, от которых необходимо избавляться перед пайкой.
Обратите внимание! Замятие кромки (при использовании резака) приводит к уменьшению внешнего диаметра трубы и, соответственно, увеличению монтажного зазора. Вследствие этого после пайки соединение не будет герметичным. Согласно инструкции размер монтажного зазора может быть 0,02-0,4 мм.
Торец трубы после отрезания должен иметь строго круглую форму. Достичь этого помогает ручной калибратор. Его использование гарантирует правильный размер монтажного зазора.
Калибратор для труб
Флюс должен наноситься на трубу непосредственно после ее зачистки. Категорически запрещается смазывать этим веществом внутренние поверхности соединительного фитинга.
Как только вы нанесли пасту, детали нужно сразу соединить, иначе на влажный торец может попасть пыль или другие посторонние частицы. Вдвигать трубу в раструб необходимо до упора, немного вращая фитинг вокруг своей оси, что позволяет достичь более равномерного распределения флюса. Перед нагревом остатки пасты на трубе нужно удалить.
Флюс для пайки медных труб
Особенности нагрева при низкотемпературной пайке
Для работы вам понадобится:
- флюс для мягкой пайки;
- пропановая горелка;
- газовая смесь.
Спаивать медные трубы с помощью оловянного припоя можно специальным паяльником, который также производит нагрев фитинга.
Флюс наносится только на внешнюю часть трубы
Работа осуществляется в такой последовательности:
- Пламя горелки необходимо постоянно перемещать по месту соединения, выполняя равномерный нагрев всей детали.
- Касаясь концом припоя монтажной щели, нужно проверять, не начинает ли олово плавиться. Если нет, прогрев продолжается.
- Как только припой расплавляется, нагрев нужно прекратить, чтобы позволить олову заполнить капиллярную щель в фитинге.
Припой должен полностью заполнить монтажный зазор
Герметичность соединения обеспечивается тем, что припой, расплавляясь, заполняет щель между фитингом и трубой.
Обратите внимание! При низкотемпературной пайке прогрев должен прекращаться сразу же после того, как вещество начинает заполнять монтажный зазор. В противном случае можно перегреть соединительный узел, что снизит прочность трубопровода.
Как только припой расплавится, необходимо дать соединению самостоятельно остыть, так как мягкое олово – очень непрочная субстанция.
Во время пайки важно избежать перегрева деталей, иначе флюс может разрушиться и не сможет удалять появляющиеся окислы.
Вместо горелки можно использовать специальный электрический паяльник, который состоит из электрических щипцов и блока питания. Последовательность операций в этом случае не отличается от приведенной выше.
Последовательность операций при твердой пайке
Для работы должны использоваться горелки, работающие на пропане или ацетилене, смешанном с кислородом.
Во время работы следует обращать внимание на такие нюансы:
- Нагрев необходимо производить быстро, но равномерно. Следует постоянно перемещать горелку по всей длине фитинга.
- Пламя должно иметь ярко-синий цвет. Детали нагреваются до температуры 750 градусов Цельсия (они приобретают характерную темно-вишневую окраску).
Пламя горелки должно иметь ярко-синий цвет
- Если нагрев был произведен правильно, припой, который подается к монтажному отверстию, должен начать плавиться. Можно предварительно прогреть его в пламени горелки.
- Суть работы состоит в том, что необходимо добиться минимально возможной температуры нагрева, при которой начинает расплавляться припой. Желательно, чтобы при единственном касании фитинга припой сразу заполнял капиллярное отверстие.
Как только соединительный узел остынет, следует тщательно удалить с трубы все остатки флюса. Если монтировалась система водопровода, нужно тщательно промыть все трубы, чтобы удалить флюс и внутри. Это агрессивное химическое вещество, которое может причинить вред здоровью человека.
Не забудьте тщательно очистить место соединения от флюса
Холодное соединение
Технология соединения мягких медных труб с помощью пресс-фитингов не вызывает сложностей и сводится к нескольким несложным последовательным действиям:
- отрезание трубы нужного размера;
- зачистка торца от заусенцев и придание ему круглой формы;
- вставка штуцера пресс-фитинга в трубу;
- соединение трубы при помощи надвижной гильзы (используются специальные клещи).
Схема соединения с помощью пресс-фитингов
Вывод
Пайка медных труб оловом или твердым припоем – основные способы соединения таких деталей. От правильности выполнения всех этапов работы зависит герметичность и прочность шва (см.также статью «Полипропиленовые трубы и фитинги: особенности, стандарты, советы по монтажу»).
Более подробно об этом процессе вы можете узнать из видео в этой статье.
Источник Источник https://trubametr.ru/material/mednye/paika
Источник Источник https://trubanet.ru/soedinenie-trub/pajjka-mednykh-trub-kholodnym-i-goryachim-pripoem.html
Источник Источник https://ufa-santehnik.ru/sovety/pajka-tverdym-i-myagkim-pripoem-mednyh-trub.html



