
Содержание
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.

На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.

Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.

Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.

Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
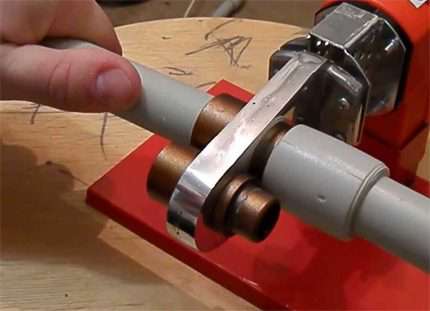
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
7 ошибок пайки полипропиленовых труб с плачевными последствиями

Трубы
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Пайка полиэтиленовых труб своими руками. Как правильно и надежно паять пластиковые трубы Производители оборудования для сварки пластиковых материаловПайка труб своими руками

Общая информация
Аппарат для сварки ПВХ изделий (или труб из любых других искусственных полимеров) — электрический прибор, работающий от стандартной сети в 220В, предназначенный для пайки труб различного диаметра.
Прежде чем мы приступим к сборке этого прибора неплохо было бы узнать, из чего он состоит. Ключевые элементы любого паяльника для труб — это корпус с удобной ручкой, терморегулятор, за счет которого устанавливается необходимая температура нагрева тэна, непосредственно сам тэн, спрятанный в металлический кожух, который нагревается.

Дополнительно в комплекте могут поставляться насадки для пайки труб разного диаметра. Теме насадок мы посвятили , прочтите его, чтобы быть в курсе всех особенностей. Здесь скажем одно: предпочтительнее использовать насадки с тефлоновым покрытием. Так они гарантировано не будут прилипать к трубам во время нагрева.
Наверняка вы могли слышать, что такие паяльники часто называют «утюгами». И это не спроста. Дело в том, что тэн действительно визуально очень похож на подошву утюга и их принцип работы имеет много общего. И в утюге, и в паяльнике поверхность равномерно нагревается, только в случае с паяльником тепло от тэна передается на насадки, к ним затем прижимают трубу, чтобы расплавить ее край.
При этом температура нагрева устанавливается с помощью терморегулятора, установленного в корпус паяльника. Регулировка температуры крайне важна, ведь если она будет слишком высокой труба просто расплавится в насадке, а если слишком низкой, то банально не сможет равномерно прогреться. А значит, соединение получится некачественным и быстро даст течь, если мы говорим о монтаже системы водоснабжения, например.
Поливинилхлорид
Как выглядит пайка труб ПВХ?
Штатно — никак. Вообще. И напорные, и безнапорные водопроводы и элементы канализационных систем соединяются только раструбами, с использованием клея или резиновых уплотнителей.

На фото — напорные трубы из поливинилхлорида. Герметичность соединений обеспечивается резиновыми уплотнителями.
Однако в некоторых случаях пайка ПВХ труб в безнапорной канализации все же практикуется. Типичные ситуации — поломка колена сифона поздним вечером или необходимость изготовить фитинг нестандартной конфигурации.
Как любой термопласт, поливинилхлорид может оплавляться и относительно надежно соединяться за счет молекулярной диффузии. Понятно, что покупка специального паяльника будет некоторым излишеством.
Как обойтись подручными средствами?
- Заготовки отрезаются по размеру ножовкой или, что куда удобнее, болгаркой с любым режущим кругом.
- Края стыкующихся деталей слегка оплавляются над плитой или в пламени газовой горелки и прижимаются друг к другу.
- Затем шов оплавляется по кругу разогретым до тусклого свечения столовым ножом или любым другим металлическим предметом.
Сварка встык с использованием нагретого инструмента
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.

Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:
- Концы деталей, которые подлежат соединению, или (и) труб, подлежащих свариванию, устанавливаются в центраторе машины для стыковой сварки. Торцы труб после фиксации и выравнивания очищают от пыли и грязи чистой салфеткой из х/б ткани. После этого свариваемые поверхности, используя торцующее устройство, подвергают механической обработке.
- Получив равномерную стружку, толщина которой не более 0,5 мм, производится извлечение торцующего устройства и проверка взаимной параллельности труб. При наличии между свариваемыми поверхностями зазора, который превышает допустимое значение, повторно проводится операция торцовки.
- После чего производится нагрев торцов деталей, подлежащих соединению, или (и) свариваемых труб при помощи нагревательного инструмента с антипригарным покрытием на поверхности. После окончания нагрева и оплавления торцов поверхности, которые подлежат свариванию, разводят, и нагревательный элемент извлекают из зоны сварки.

Трубы с нагревательным элементом
- Свариваемые поверхности в течение небольшого промежутка времени смыкают, а затем начинают равномерно поднимать давление прижима до необходимого значения. Свариваемый шов с данным давлением выдерживают необходимый промежуток времени, в течение которого стык охлаждается.
Совет от профессионала:
По высоте, ширине, образованному шву и внешнему виду грата можно судить о том, насколько качественно сварное соединение.
Основные нюансы сварочных работ
При осуществлении процесса монтажа полиэтилена возникает множество вопросов
Для того чтобы выполнять соединение ПНД труб правильно, очень важно всегда помнить о некоторых нюансах: .

- когда выполняется спаивание своими силами (вспомогательная арматура не используется), важно правильно центровать соединяемые концы
– для этого можно использовать твердую и ровную поверхность (бетон, асфальт); - если используется специальная арматура, необходимо быть максимально аккуратным, поскольку перетянув материал, можно повредить его;
- применяя соединительные муфты, важно следить за временем и температурой
, так как перегрев материала может помешать изготовить качественный шов; - соединение ПНД труб необходимо выполнять с соблюдением техники безопасности – сварочный аппарат может сильно обжечь руки
; - прежде чем использовать сварочный аппарат, желательно в холодном состоянии очистить его специальной тряпкой;
- при спаивании своими силами необходимо помнить о том, что требуется затыкать отверстия на концах при помощи тряпок или специальных заглушек, так как может остывать под воздействием сильного сквозняка (особенно этому подвержены соединительные нагревательные муфты);
- перед каждым новым использование оборудование необходимо проверять, делать пробу – это позволит избежать порчи материала.
Многих интересует, как соединить трубы ПНД так, чтобы добиться максимально качественного шва. Сделать это очень просто, необходимо лишь использовать качественное оборудование и учитывать все возможные нюансы, возникающие в процессе работы. Также важно помнить о технологии осуществления рассматриваемого процесса. Полученное соединение должно удовлетворять всем необходимым стандартам.
Современном рынке сантехнической продукции радует потребителей возможностью выбора наиболее подходящего варианта, но одновременно требует знаний о свойствах материалов и способах их монтажа. Качество трубопровода во многом зависит от качества соединения отдельных элементов, самым надежным, прочным, герметичным из которых является пайка.
Аппарат для сварки враструб
Такие устройства, предназначенные для сваривания ППР труб враструб, называют паяльниками или «утюгами». Главным элементом такого устройства стала нагревательная головка. К ней крепятся все сменные детали:
- Муфты;
- Дорны.
Внешнюю поверхность трубы нагревают муфты, а внутреннюю поверхность фитингов, разнообразные дорны. Формой нагревателя, в большинстве паяльников остается треугольная пластина. На рынке можно встретить устройства с другим исполнением. В зависимости от габарита пластины выбирается размер насадок. Иными словами, подбирается сечение трубы, которые будет свободно паяться. Кроме того, подбирается необходимое количество нагревательных пар, для одновременной установки. Для работы с большой пластиной, необходимо иметь мощный агрегат.
Когда дополнительные детали (муфты, дорны) используются в работе, они должны быть закреплены так, чтобы их опорная поверхность плотно контактировала с пластиной.
При хорошем контакте нужная температура (260 градусов) будет достигнута обязательно. Мощность паяльника (в определенных пределах) не имеет большого значения. При маленькой мощности, паяльник будет просто дольше греться.

Сегодня выпускаются также паяльники, оборудованные нагревательной головкой в виде стержня. Главным преимуществом таких устройств можно назвать их компактный вид. На технические параметры форма головки не влияет.
Для хорошей работы «утюга» очень важна точность функционирования термодатчика. Он поддерживает рабочую температуру. Если ее колебания становятся минимальными, можно говорить об очень хорошем паяльнике.
Самыми совершенными сегодня являются электронные терморегуляторы. Эти терморезисторы имеют возможность показывать точное значение температуры, даже на рабочей поверхности муфты.
Применение таких деталей, позволяет уменьшить температурную инерционность «утюга». В результате истинная температура нагревательной головки будет показана на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты. Их показания отличаются неточностью. Если сравнивать с данными терморезисторов, то расхождения будут достаточно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравняется с той, которую показывает прибор. После этого можно начинать сварочный процесс. Производители выпускают также паяльники, имеющие два нагревательных элемента. Причем их мощности сильно отличаются. Каждый нагреватель имеет отдельный выключатель.
Каждый такой элемент способен самостоятельно достичь нужного температурного режима. Мастеру сам выбирает подходящую мощность.
Второй элемент становится запасным, на случай выхода из строя первой детали.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами:
- Фаскоснимателем;
- Калибрователем;
- Торцевателем;
- Ножницами для разрезания труб.
В некоторых комплектах можно встретить даже специальную очищающую жидкость. К сожалению не все перечисленные детали включаются в основную комплектацию. Их приходится покупать отдельно
Очень важно чтобы сварочный аппарат имел в комплекте все необходимые инструменты. Чтобы проводить работы с любым диаметром трубы и материалом, необходимо иметь максимально полный комплект необходимого оборудования
Ставим детали на прогрев
Когда сварочный аппарат ПП труб достигнет рабочего режима, загорается лампочка. Трубу вставляют в муфту, а фитинг устанавливается на дорн. Если провести такую установку в одно время очень сложно, сначала монтируют тяжелый фитинг.
Фото пайки полипропиленовых труб
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при монтаже детали. Получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо нужно приложить некоторое усилие. Но не надо давить слишком сильно. Это необходимо делать плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн, и не образующий грата, считается бракованным, его нужно заменить.
При монтаже детали, требуется обязательно следить за глубиной установки. Как только деталь упрется в вершину дорна, нужно прекратить давление. Иначе, можно повредить торец трубы, и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, от торца, на нужном расстоянии, делается соответствующая отметка. Обычно такую отметку делают очень редко, фитинг вставляется в оправку, пока не коснется упора.
После того, как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Очень важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если время нагрева будет слишком большим, детали станут мягкими, пропадет жесткость. Изготовители пластмассовых труб разработали специальные таблицы, в которых показано время нагрева для определенной марки полипропилена. Учитывается также толщина стенки и сечение трубы.
Когда совмещаются фитинги с трубами, угол проворачивания деталей не должен превышать 5 градусов. Если соединение было сделано правильно, грат должен иметь одинаковую толщину с любой стороны.
Какой тип изделий выбрать
Еще не так давно самыми распространенными и доступными в сфере водоснабжения были металлические трубы, теперь же появились разнообразные пластиковые системы. У каждого типа есть свои плюсы и минусы. Основные общие плюсы — это удобство и простота монтажа, устойчивость к коррозии, хорошие эксплуатационные характеристики (такие как отсутствие звука текущей воды, долгий срок службы и так далее).
Муфтовая сварка заготовок из ПНД
Если вы когда-либо занимались медицинским газопроводом или холодильным трубопроводом, пайка там, где она находится при соединении с медными трубами. На стороне водопровода мы склонны припаивать медные трубчатые соединения при использовании факела. При поиске более сильного соединения пайка является одним из вариантов. В дополнение к медицинским газовым и холодильным насосно-компрессорным трубопроводам пайка распространена в водопроводах и трубопроводах топливного газа, чтобы назвать несколько систем.
Рассмотрим некоторые из них:

- Металлопластиковые трубы имеют хороший показатель теплопроводности, но не очень устойчивы к механическим воздействиям.
- Для металлопластика нужны фитинги и обжимной инструмент, специального прибора для сварки не требуется. Используются для любого типа воды.
- Полипропиленовые изделия требуют использования специального оборудования для сварки деталей, имеют широкий спектр применения, возможны различные вариации: многослойные, стеклопластиковые, однослойные, углепластиковые.
- Трубы из сшитого полиэтилена обладают повышенными эксплуатационными характеристиками, при монтаже используют только холодные методы соединения, паять такие элементы не требуется, используются для отопления и водоснабжения.
- Конструкции из поливинилхлорида — это самый дешевый вариант. Такие элементы обладают жесткой конструкцией, позволяют осуществлять и скрытую, и открытую прокладку трубопровода, не требуют специальных инструментов для монтажа.
- Полиэтиленовые трубы или ПНД (системы из полиэтилена низкого давления) обладают хорошими эксплуатационными качествами.
В последнее время стали использоваться у мастеров разных фирм. Особенностями данного типа являются небольшой вес, простая и быстрая монтировка отрезков и элементов трубопровода, отсутствие взаимодействия с водой и неподверженность коррозии, небольшая стоимость и долговечность. Используются для прокладки технической и питьевой воды. Для монтажа элементов используются специальные фитинги и пайка полиэтиленовых труб одним из двух способов (встык или в раструб). Если спаять части систем ПНД грамотно, то трубопровод порадует долговечностью, надежностью и прочностью.
Установка трубы в систему
Самый простой способ атаковать паяный сустав — это обвинить подрядчика в создании сустава. Но действительно ли виноват подрядчик? Во-первых, во-первых, часто возникает путаница в том, когда соединение припаяно против пайки. Во многих отношениях обе температуры являются правильными.
Можно сказать, что проблема пайки связана с пайкой. Это может не иметь смысла, но осознайте, что, прежде чем мы научимся парить, мы научимся припаивать. Когда мы парим, мы склонны думать, что это прославленная пайка, только с более сильным металлическим наполнителем.
Применение паяльника
Предположим, что пластиковый бампер автомобиля серьёзно повредился и его нужно восстановить с помощью пайки. Как это сделать?
Чтобы паять конструкцию было легче, её необходимо снять с автомобиля. Не помешает также заранее посмотреть маркировку. Скорее всего, деталь будет изготовлена из пластика ABS (абс).
Затем следует очистить поверхность бампера от грязи, снять краску и остатки лака. Дополнительно всю пластиковую деталь нужно обезжирить. Далее необходимо соединить между собой все фрагменты бампера.
Для такого соединения актуально воспользоваться зажимами или скобами. Но делать это надо аккуратно, чтобы они не пробили насквозь автомобильный пластик.
Пайка пластика стандартным паяльником должна начинаться с внутренней стороны автомобильного бампера. Для этого один его край надёжно фиксируется, и вдоль будущего шва выкладываются специальные пластиковые электроды (хотя название «электроды» в данном случае весьма условно).
На следующем этапе паяльник для пайки пластика расплавляет материал электрода, и он заполняет все углубления трещины. Эту операцию нужно повторить столько раз, сколько требуется сделать швов, то есть всё зависит от изначального количества дефектов и повреждений.
Теперь надо дождаться, чтобы расплавленная масса (на ней при этом появляются характерные пузырьки) немного остыла — это займёт примерно пять минут. Затем на пластике нужно разгладить швы.
В принципе для этой процедуры можно использовать любой тупой предмет. В труднодоступных местах поверхность допускается разглаживать и выравнивать руками в перчатках. Полное затвердение швов наступит через несколько часов. На этом пайку автопластика можно считать завершённой.
Электромуфтовое соединение
Необходимое оборудование

Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Электромуфты, имеющие диаметр до 110 мм, по цене доступны и применяются в малом количестве – именно это и делает электросварку труб, которые поступают в бухты, сравнимой со стыковой экономически.
Технология сварочного процесса
Рассмотрим технологию процесса сварки муфтами:
- Трубы, подготовленные заранее, и электрофузионные соединительные муфты устанавливаются строго по одной оси. Проводится подготовка труб путем снятия в местах сварки поверхностного слоя и удаления загрязнений.

Очистка поверхности и обезжиривание
- Производится подключение аппарата, подающего ток. Вследствие этого закладные элементы электрофузионной муфты нагреваются, расплавляя при этом окружающий материал.
- Область расплавляющегося полиэтилена в электромуфте увеличивается, что делает возможным передачу нагрева трубы ее поверхности, начинающей плавиться.
- Увеличивается в диаметре нагретая труба, и полиэтилен, который расплавлен и ограничен диаметром электромуфты в пространстве своего расширения, получает необходимое для сварки давление.
- В данный момент можно отключить питающую аппаратуру. Электромуфтовое соединение, которое уже стало гомогенным, по истечении времени, которое необходимо для остывания, будет готово.

Установка муфты и подключение питающей аппаратуры
Совет от профессионала:
Питающая аппаратура высочайшего качества может проводить весь цикл сварки самостоятельно, кроме того, может все данные заносить в специальный электронный протокол.
Дополнительные стадии сварки электрофузионной муфтой
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
- Сварку муфты осуществляют последовательно с каждой из сторон соединения с трубами.
- Выполняется сначала с первой из труб полный сварочный цикл половины электрофузионной муфты. После чего с оставшейся трубой сваривается вторая половина электромуфты.
- Каждая сторона электрофузионной муфты большого диаметра должна иметь отдельное подключение своей спирали к питающему аппарату.
Как паять полипропиленовые трубы
Начинающему мастеру вполне под силу спаять трубы самостоятельно. Существует поэтапная технология пайки полипропиленовых труб. Можно потратить время, и преодолев неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками, или обратиться за помощью к специалистам. Впрочем, технология пайки полипропиленовой трубы не такая уж сложная, и соединить между собой две пластиковых трубы при помощи фитингов можно даже без особого опыта.
Важно! Главное – точно выдерживать температуру и время прогрева элементов, от этого зависит качество соединений. . Важно знать, и чем паять полипропиленовую трубу
Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимость, сколько в качестве нагревательного прибора и насадок. От этой техники зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.
Важно знать, и чем паять полипропиленовую трубу. Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимость, сколько в качестве нагревательного прибора и насадок. От этой техники зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.

Качество соединения труб во многом зависит от применяемого оборудования
Основные ошибки начинающего мастера, и неправильная пайка трубы полипропиленовой заключаются в таких ситуациях:
- трубы пнд надежно схватываются между собой слоем расплавленного пластика, поэтому не нужно прокручивать трубы в фитингах во время остывания. Запаять качественно в этом случае не удастся, спайка трубы из полипропилена с фитингом будет хрупкой, и через некоторое время потеряет герметичность;
- пайка полипропиленовых труб своими руками предусматривает разное время прогрева фитингов для труб разного диаметра, и нельзя как перегреть трубу или фитинг, так и недостаточно прогреть. Можно предварительно потренироваться паять полипропиленовую трубу и фитинги, и проверить получившееся соединение, разрезав его по длине ножовкой;
- пайка трубы из полипропилена или пнд трубы возможна только после предварительной подготовки самой трубы. Соединение не будет прочным, если соединяемые элементы (фитинг и трубу) предварительно не обезжирить в местах пайки;
- край трубы, обрезанный ножовкой или другим инструментом, обязательно нужно зачистить, удалив заусенцы и проверив геометрию среза. Правильный срез имеет форму круга, и выполнен под углом 45˚ к плоскости трубы. Паяние полипропиленовой трубы, имеющей форму овала на плоскости среза – верный путь к некачественному соединению;
- во время прокладки магистрали нужно следовать от источника к потребителям, реализуя соединения в тех местах, где удобно будет работать с паяльником для пластиковых труб;
- традиционная ошибка новичка – монтаж системы в холодное время года. Многие по неопытности не знают, при какой температуре нельзя паять полипропиленовую трубу, а между тем такие изделия чувствительны к холоду и надежно соединить их не удастся. Опытные мастера при температуре воздуха ниже +5С такие работы не проводят.
Надежное соединение можно получить только при правильной обработке среза трубы
Совет! Пайка полипропиленовых труб своими руками с использованием некачественного инструмента из простой и незамысловатой операции превращается в длительное и мучительное мероприятие. Используйте хороший инструмент, если нельзя его приобрести, то взять напрокат можно наверняка.
Правила пайки полипропиленовой трубы допускают способ раздельного прогрева фитинга и трубы. Этот способ можно использовать, если другой возможности создать надежное соединение не остается. Например, так паяют пнд трубы в местах, к которым ограничен доступ – в пространстве между стен или для врезки отводного тройника в существующую систему.
Обзор статей
Выбираем паяльник для полипропиленовых труб
Время чтения: ≈10 минут
Данная статья — отличное начало для новичка. В ней мы подробно рассказываем, что вообще из себя представляет паяльник для труб. Какие есть особенности у его конструкции, функционале и комплектующих
Мы рассказываем, какие существуют диаметры насадок для пайки, на что стоит обратить внимание при выборе паяльника, как не прогадать с мощностью и набором опций.
Также вы узнаете, как правильно пользоваться этим незамысловатым прибором, что такое терморегулятор и зачем он нужен, какие производители лучше. Мы раз и навсегда поставили точку в вопросе выбора между дешевым турецким паяльником и дорогим немецким
И вся эта информация в одной маленькой статье! Чтение займет не более 10 минут. И за это короткое время вы узнаете всю основную информацию, которая понадобится вам для покупки и первого применения паяльника.
Делаем паяльник для труб ПВХ своими руками
Время чтения: ≈8 минут
Мы не понаслышке знаем, что у многих начинающих сварщиков просто нет возможности приобрести полноценный паяльник. А покупать самый дешевый вариант, который прослужит от силы 3 раза, нет никакого смысла. Если вы обладаете минимальными навыками электротехники и понимаете простейшие электронные схемы, то можете попробовать собрать аппарат для пластиковых труб своими руками.

В этой короткой статье мы раскрыли все основные нюансы, на которые нужно обратить внимание. Предоставили удобную схему и наглядные картинки. А также перечислили все комплектующие, которые вам понадобятся для сборки. Это практически пошаговое руководство, которое отнимет у вас два часа времени. Но в итоге вы получите надежный самодельный паяльник. Из статьи вы также узнаете, почему все-таки стоит собрать свой паяльник, а не приобрести самый дешевый аналог в магазине.
Рейтинг лучших моделей паяльников для полипропиленовых труб
Время чтения: ≈13 минут
Итак, вы поняли, что самодельный паяльник для полипропиленовых труб — это не ваш выбор. В таком случае можно пойти по простому пути и купить инструмент в магазине. Но вы сразу же столкнетесь с другой проблемой — огромный ассортимент. Производители предлагают настолько большой выбор паяльников, что даже профессионалы не всегда понимают, почему тот или иной прибор продается по данной цене. Что особенного в паяльнике за 500$? Чем он отличается от прибора за 100$?

В этой статье мы отвечаем на все вопросы. Также мы собрали для вас востребованные паяльники на современном рынке и составили небольшой рейтинг без мест. На представленные модели есть много обзоров и отзывов, которые более-менее объективны. В рейтинге представлен как недорогой паяльник для мелкого ремонта, так и профессиональная станция по пайке труб. Читайте, изучайте, выбирайте.
Популярные модели паяльников для пластиковых труб
Время чтения: ≈10 минут
Вам недостаточно рейтинга из статьи выше? Нужно больше паяльников из нижней или средней ценовой категории? Тогда эта статья обязательна к прочтению. В ней мы рассказываем о шести неплохих паяльниках, которые порадуют вас не только своей ценой, но функциональностью.

А в качестве бонуса в конце статьи можно прочесть еще одну небольшую инструкцию по сборке самодельного паяльника, но менее подробную. На случай, если даже эти модели вам не подходят, можете соорудить свой аппарат для пайки труб.
Время чтения: ≈5 минут
Dytron (Дитрон) — европейский производитель паяльников для сварки полимерных труб. Главное преимущество продукции Дитрон — хорошее соотношение цены и качества. Все паяльники отлично собраны и удобно лежат в руке. А результат пайки вас точно не разочарует.

В этой статье мы рассказываем о модели POLYS P-4. Она подходит для частных фирм и для сварки полипропиленовых труб своими руками в домашних условиях. Это отличный выбор для тех, кто выбирает первый паяльник, ведь производитель предлагает разные комплектации по выгодной цене. Остальные подробности касаемо этого паяльника читайте в статье. Тем более, что ее чтение не займет у вас больше 5 минут.
Паяльник для полипропиленовых труб своими руками
Приобретать такой аппарат не стоит, если вы только знакомитесь с подобным делом. Его можно изготовить из утюга и соответствующих материалов. Вы станете обладателем полезного инструмента, и кроме этого значительно сэкономите ваши деньги.
Кроме того, такой паяльник вам обязательно понадобится в будущем. Из труб можно делать много полезных вещей. В этом вам поможет самодельный паяльник.
Способ первый
Для изготовления самодельного паяльника нужно приготовить:
- Вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- Детский металлический конструктор;
- Резиновая ручка;
- Тумблер;
- Асбестовый шнур;
- Дюраль;
- Изолента.
Технология изготовления
- Болгаркой от дна утюга срезаются все лишние детали;


- Изготавливается алюминиевая накладка;
- Из конструктора монтируется коробка. В нее устанавливают лампочку и резиновую ручку.
- Подсоединяем тумблер и регулятор паяльника к проводу;


- Все детали соединяются в одно целое;
- Припаиваются провода.
- К корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, затратив не очень много времени, используя подручный материал, вы становитесь обладателем самодельного паяльника, для сварки ППР труб.
Автор самоделки: Источник http://www.umeltsi.ru/prisposoblenia/4779-payalnik-dlya-polipropilenovyh-trub-svoimi-rukami.html
Способ второй
Для изготовления нам понадобится парная насадка, стоимостью 215 рублей, а также выброшенный «подожженный» утюг. На сборку такого девайса понадобится примерно два часа.
Сначала утюг устанавливается вертикально.
Фитинг с трубой одновременно надеваются на разогревающие насадки. Чтобы проводить операции на стене, утюг нужно подвергнуть небольшой модернизации. Необходимо обрезать «жало» подошвы и слегка его закруглить.
Не лишней будет применение термопасты.

Таким самодельным аппаратом было сварено несколько трубопроводов. Качество сварки получилось очень надежным.
При работе без помощника, после нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу снимать фитинг не нужно. Его толщина намного больше. За одну секунду он не расплавится. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшое усилие, пока не произойдет образования ровного облоя по всему периметру фитинга.
В этом положении нужно подержать соединение примерно 15–20 секунд, пока не начнется полимеризация. Сварка на стене намного проще. Одной рукой придерживают утюг, другой держат трубу.
Способ третий
Изготавливаем «утюг», оборудованный регулятором температуры. Таким терморегулятором будет специальный регулятор мощности, собранный на тиристоре. Для паяльных работ подавалось напряжение, равное 170 вольтам. Для работы использовались алюминиевые пластины. Их можно заменить медными. На фотографии показана пластина, толщиной 0.8 мм. В принципе можно пользоваться более толстыми пластинами.
Они нужны для того, чтобы нагреватель не начал остывать, в момент надевания трубы. Для работы был взят ТЭН (1кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагрелся, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого «утюга» может иметь любой вид. Все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу прикрепить ручку с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один, для пайки ПП труб нужно соблюдать определенную температуру.
Сварочные аппараты
Прежде чем начинать любую работу, требуется подготовить необходимый монтажный инструмент. Для создания надежного соединений труб, а также всех дополнительных деталей необходимо иметь специальный паяльник.
Небольшое примечание. Иногда соединение деталей изготовленных из полипропилена называют сваркой. Но этот процесс имеет много разновидностей, поэтому чтобы правильно ориентироваться, нужно запомнить, что полипропиленовые трубы соединяются только одним правильным способом – пайкой. Именного его порою называют сваркой. Для монтажа такой системы не применяются резьбовые фитинги, не используются металлопластик.
Фото Аппарата для сварки пп труб в раструб
Пайка полипропиленовых труб своими руками, требует приобретения сварочных аппаратов. В магазине или на строительном рынке присутствуют нескольких типов:
- Нагреватель имеет круглое сечение;
- Греющий элемент сделан абсолютно плоским.
Плоский паяльный аппарат в народе стали называть «утюгом». Это связано с его внешним видом. Он очень похож на такой бытовой прибор. Больших принципиальных отличий в таких сварочных агрегатах практически нет. Они могут отличаться только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, очень похожими на хомуты. В другом устройстве такие же насадки прикручиваются к нагревателю с двух противоположных сторон. Остальные элементы конструкции ничем не отличаются. Функциональная обязанность прибора, осуществлять качественную и надежную пайку полипропиленовых изделий.
В комплект паяльных устройств обязательно входят насадки. Самым недорогим, имеющим минимальный комплект, считается китайский паяльник. Его мощность не превышает 800 Вт. В комплект входит подставка, а также насадки, позволяющие проводить пайку труб ППР в диапазоне 20–32 мм.
Когда система отопления вашего дома выполнена из труб такого диаметра, то этого комплекта будет вполне достаточно. Но если в ваши планы входит профессиональные работы, связанные с пайкой, вам понадобится более серьезная комплектация.
Для труб 40–63 миллиметра необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие, отличающиеся повышенной надежностью комплекты, изготавливаются в крупнейших европейских странах. В комплект таких наборов входят следующие детали:
- Паяльник;
- Подставка;
- Тефлоновые насадки разных диаметров;
- Ножницы, позволяющие отрезать трубы, выдерживая 90 градусов;
- Шестигранник;
- Отвертка крестообразная;
- Рулетка;
- Перчатки.
Обратите внимание! Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию только в перчатках. Новички, не имея большого опыта, довольно часто получают ожоги, касаясь нагревательного элемента.
. Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра
В результате экономится время, особенно при работе с диаметром 20–40 мм.
Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра. В результате экономится время, особенно при работе с диаметром 20–40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу большого сечения (63 мм) необходима большая мощность системы. Если использовать паяльник для бытовых целей, будет достаточно мощность 0.7—1 кВт.
Если мощность утюга превышает 1 кВт, он переходит в разряд профессиональных. Его стоимость намного дороже, обыкновенного паяльника.
Основные нюансы сварочных работ
При осуществлении процесса монтажа полиэтилена возникает множество вопросов
Для того чтобы выполнять соединение ПНД труб правильно, очень важно всегда помнить о некоторых нюансах: .
- когда выполняется спаивание своими силами (вспомогательная арматура не используется), важно правильно центровать соединяемые концы
– для этого можно использовать твердую и ровную поверхность (бетон, асфальт); - если используется специальная арматура, необходимо быть максимально аккуратным, поскольку перетянув материал, можно повредить его;
- применяя соединительные муфты, важно следить за временем и температурой
, так как перегрев материала может помешать изготовить качественный шов; - соединение ПНД труб необходимо выполнять с соблюдением техники безопасности – сварочный аппарат может сильно обжечь руки
; - прежде чем использовать сварочный аппарат, желательно в холодном состоянии очистить его специальной тряпкой;
- при спаивании своими силами необходимо помнить о том, что требуется затыкать отверстия на концах при помощи тряпок или специальных заглушек, так как сварочное оборудование может остывать под воздействием сильного сквозняка (особенно этому подвержены соединительные нагревательные муфты);
- перед каждым новым использование оборудование необходимо проверять, делать пробу – это позволит избежать порчи материала.
Многих интересует, как соединить трубы ПНД так, чтобы добиться максимально качественного шва. Сделать это очень просто, необходимо лишь использовать качественное оборудование и учитывать все возможные нюансы, возникающие в процессе работы. Также важно помнить о технологии осуществления рассматриваемого процесса. Полученное соединение должно удовлетворять всем необходимым стандартам.
Используйте инструмент для удаления заусенцев или проволочную щетку, чтобы потянуть внутреннюю часть трубы. Заусеница — это небольшой гребень меди, который образуется, когда его втягивают в трубу, когда вы его разрезаете. Если вы не удаляете его, это может препятствовать потоку воды через трубу или вызвать утечку. Используйте наждачную ткань, наждачную бумагу или стальную вату для очистки наружной поверхности трубы и части фитинга, который соединяется с трубой Когда он чист, труба должна быть блестящей. Как только это будет сделано, не прикасайтесь к трубе голыми руками, чтобы вы не оставляли растительные масла на поверхности. Это может помешать установке пайки без утечек. Вставьте трубу в фитинг до тех пор, пока он не будет полностью установлен на всю глубину фитинга. Извлеките лишний поток тряпкой.
- С помощью кисти нанесите тонкий слой флюса на последний дюйм трубы.
- Совет безопасности: не применяйте флюс пальцами!
- Это кислота и может вызвать повреждение кожи, глаз и других мягких тканей.
- Нанесите флюс на внутреннюю поверхность фитингов, где они присоединятся к трубе.
Паяльные трубы и фитинги вместе.
Добавить в закладки
Пайка труб своими руками — сложно или просто?
Когда возникает необходимость заменить трубопровод в доме, то встает вопрос о том, делать ли это самостоятельно или вызывать мастера. Совсем недавно вызвать сантехника для ремонта водопровода было делом привычным и естественным. Но сейчас, когда появились пластиковые трубы (металлопластиковые, полипропиленовые, пластиковые, изделия ПНД), обладающие небольшой стоимостью, достаточно хорошей прочностью и несложным способом монтажа, все чаще можно встретить случаи самостоятельной установки. Пайка позволит значительно сэкономить процесс установки водопровода.
Наденьте тяжелые перчатки, прежде чем начинать эти шаги, и убедитесь, что вы все еще надеваете защитные очки. Убедитесь, что у вас есть огнетушитель поблизости, на всякий случай. Вам не нужно нагреть трубу с помощью горелки, и тепло от фитинга позаботится об этом. Положите конец припоя на соединение, на противоположном сторона фитинга от пламени горелки. Когда металл нагревается, проволока будет разжижаться, втекая в сустав, чтобы заполнить пространство. Если он течет, удалите его, возьмите трубку и установите друг на друга, а затем отделите их.
- Перемещайте его назад и вперед, чтобы равномерно нагреть фитинг.
- Вы должны услышать всплеск потока, когда металл нагревается.
- Вытрите лишний припой.
- Устанавливайте трубу и проверяйте ее на наличие утечек.
Если вы используете паяльную трубу, которая уже установлена, обязательно вылейте воду и тщательно высушите ее перед пайкой; факел пропана может помочь ускорить его, если применять его осторожно.
. Виды пластиковых труб: полиэтиленовые, полипропиленовые, металлопластиковые
Виды пластиковых труб: полиэтиленовые, полипропиленовые, металлопластиковые.
Но как паять самому и что для этого необходимо?
Соединение нагревательным элементом
Аппарат, выполняющий сварку ПНД, при помощи оплавления торцов, довольно громоздок. Причиной тому является не только само оборудование, но также центровочный элемент. Ведь один из самых важных процессов сварки своими руками — центровка торцов. Так как от этого напрямую зависит качество самой сварки ПНД. Сам процесс осуществляется в следующей последовательности:
Чтобы гарантировать, что края застревают, перетащите железо прямо с пятен на поли и сгладьте комки. Будьте осторожны, чтобы не заходить слишком далеко, чтобы предотвратить деформацию. Медная труба очень прочная, устойчива к коррозии и обычно используется для различных применений трубопроводов, включая водопровод, трубопровод сжатого воздуха, дренажные трубы и холодильные трубопроводы. Тем не менее, медный трубопровод утомительно для установки, потому что каждый поворот или изгиб требует пайки. Это может стать очень трудоемким.
Полиэтиленовая трубка является гибкой и может легко поворачиваться и поворачиваться. Если у вас есть приложение, в котором вам нужно совершить много поворотов, вы можете подключить свою медную трубу к полиэтиленовой трубе, чтобы завершить установку.
- Щетка для наждачной бумаги Пятна для пайки Латунная переходная муфта.
- Пропанная горелка Запасной патрубок для шланга Отвертка.
Очистите конец медной трубы наждачной бумагой, пока она не станет гладкой и блестящей. Это удаляет грязь, жир и другие мусор, чтобы паяльник мог засунуть.
- специальное центровочное оборудование надежно фиксирует торцы для осуществления сварки;
- следует руками, максимально аккуратно, снять некоторое количество материала с концов трубы ПНД;
- после снятия фаски при помощи специального устройства, оно извлекается;
- руками проверяется взаимное расположение торцов, они должны быть прямо напротив друг друга.
Когда все подготовительные работы завершены, можно приступать непосредственно к сварке труб . Нужно использовать максимально аккуратно, ведь им легко можно обжечься. Нагревательные муфты также требуют бережного обращения. Когда концы труб оплавились и стали жидкими, можно совместить их. После этого пайка должна остыть в течение некоторого времени, после чего её проверяют.
Почистите внутреннюю часть латунной переходной муфты с помощью фитинговой щетки. Поток для пайки щеткой на внешней стороне конца медной трубы и внутри латунной переходной муфты. Сдвиньте муфту на медную трубу. Нагрейте латунный фитинг с помощью пропановой горелки. Разверните пайку и положите конец на соединение между муфтой и трубой. Дайте факелу нагревать фитинг до тех пор, пока припой не расплавится. Быстро перетащите припой вокруг сустава и выньте факел.
Дайте фитингу остыть, пока он не остынет. Сдвиньте зажим для шланга над одним концом полиэтиленовой трубки и надавите на трубку на колючую часть латунной переходной муфты. Сдвиньте зажим для шланга назад к концу трубки, пока он не окажется над колющим концом переходной муфты. Затяните отверткой до тех пор, пока она не затянет шланг плотно с переходной муфтой.
Необходимый инструмент
В данном случае могут использоваться следующие паяльные инструменты:
- обычный стоваттный паяльник;
- фен (его ещё называют термическим пистолетом);
- паяльная станция.
Возможности и принцип работы обычного паяльника знакомы практически каждому домашнему мастеру. Такой аппарат для пайки может обладать прямым или изогнутым жалом.
Термопистолет производит пайку пластика за счёт подачи нагретого воздуха. Температура нагрева составляет от +80 до +600 ℃, её можно плавно регулировать.
Как правило, модели пистолетов для пайки снабжаются большим числом насадок, которые делают этот инструмент максимально удобным и эффективным.
Насадки помогают направить воздух в нужную зону и создать необходимый угол наклона. Качественные имеют мощность не менее 1600 ватт.
Паяльная станция объединяет в себе обычный паяльник и термопистолет для пластика. Подобный агрегат способен решать множество задач. Регулировка температуры и огромное количество насадок позволяет аккуратно спаять пластмассу, а также другие материалы.
Рекомендации специалистов
Сваривание пластиковых труб требует некоторой сноровки, поэтому, при выполнении сварки впервые, лучше потренироваться на небольших ненужных обрезках труб, прежде, чем приступать пайке трубопровода.
- Выбирая аппарат для пайки труб, лучше остановиться на инструменте мощностью 1200 Вт.
- Перед сваркой необходимо дать аппарату разогреться до нужной температуры: для полиэтиленовых труб +220 °С, для полипропиленовых +280 °С. После первого включения это займет около 10 минут. На современных агрегатах есть индикатор, оповещающий о готовности инструмента к работе.
- После спаивания каждого элемента трубопровода важно очищать насадки от приставшего пластика, иначе он начнет обгорать и испортит внешний вид и функционал последующих соединений.
- Чистку стоит проводить деревянными инструментами (палочками, лопатками), так как металлические могут поцарапать насадки, из-за чего на них сильнее будет налипать расплавленный пластик.
- При соединение разогретых элементов трубопровода нельзя слишком сильно прижимать их друг к другу, так как размягченная труба деформируется внутри фитинга, уменьшив проходной диаметр, что ухудшит работу всей системы.
- Соединять элементы трубопровода необходимо ровно, без прокручивания, так как это может нарушить целостность швов.
- Ни в коем случае между спаянными трубой и фитингом не должно оставаться зазоров, шов должен быть абсолютно герметичным.

Муфтовая сварка заготовок из ПНД
 Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Важно: главное преимущество муфтовой сварки состоит в том, что она может проводиться в труднодоступных местах, где осевое смещение заготовок затруднено. . Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата
Она состоит из двух скручивающихся частей:
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
- Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
- После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
- Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
- В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
- Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора. Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
- Затем снимите свариваемые заготовки с насадки. После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» — это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип пнд муфты, и особый клеевой состав. Для этого способа подходят не всякие полипропиленовые трубы, соединение без пайки предпочтительно использовать тогда, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено использовать электронагревательные приборы? Для решения этой проблемы были созданы так называемые «надвижные» и «компрессионные» фитинги.
Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, даст возможность подключиться к действующей магистрали из металлических или металлопластиковых труб. Компрессионный фитинг дает возможность создавать неразборное соединение, но требует наличия специального инструмента.
Пайку трубы пнд своими руками можно не производить, если реализовать соединение труб и фитингов при помощи натяжных шайб. Недостаток метода в том, что потребуется специальный инструмент, да и навык выполнения работ не помешает.
Компрессионный фитинг дает возможность надежно соединять полипропиленовые трубы без пайки
Более сложным будет вопрос о том, как запаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования. Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому все же придется найти паяльник, чтобы заменить вышедший из строя участок или фитинг. В качестве экстренной меры можно применить специальный клей или замазку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, нужно его обязательно протестировать перед сдачей в эксплуатацию. Самый простой способ, как проверить пайку полипропиленовой трубы в местах соединения с фитингами и переходными муфтами — это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с таковым вовсе не являются привилегией только мастеров высокой квалификации. Знания о том, как правильно спаять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника – даже сети Интернет. Просмотрев краткую видеоинструкцию, легко получить представление, как правильно паять трубу из полипропилена от любого производителя. Поэтому и начинающие мастера вполне способны монтировать технически сложные и надежные трубопроводные системы. Но специалистами становятся только те, кто соблюдает технологию и выбирают температуру паяния полипропиленовых труб правильно. Используя же табличные данные, указывающие, как правильно паять трубу из полипропилена, можно еще и расходовать средства, выделенные на строительство или ремонт коммуникаций, более экономно.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.

- Сопрягаемые детали прогреваются паяльником по традиционной технологии.

- Седло (фитинг) плотно устанавливается в отверстие в трубе.

Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
- Онлайн калькулятор для расчет веса металлопроката
- Декоративный короб для труб отопления
- Расценки монтаж радиаторов отопления
- Расчет количества радиаторов отопления по площади — калькулятор онлайн
- Делаем канализацию из еврокубов самостоятельно
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.

Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.

Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединять небольшие трубы, разного сечения, считается применение раструба. Когда необходимо сварить ПП трубы, обязательно применяются дополнительные детали:
- Углы;
- Тройники;
- Отводы.
Все эти детали изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных деталей, для создания хорошего соединения, не считается отрицательной стороной данного метода. Эти детали, кроме соединяющей функции, помогают изменить направления трубопроводной магистрали.
Схема данного процесса состоит из нескольких операций:
- Оплавляются сопрягаемые поверхности: наружная поверхность трубы с внутренней поверхностью фитинга;
- Применяется специальные нагревательные детали;
- Охлаждение деталей в собранном виде.
Среди профессионалов считается соединение в раструб намного надежнее, чем стыковая сварка. Благодаря тому, что при соединении, труба с усилием входит в фитинг, создается высокая прочность. Не нужно использовать специальный инструмент, чтобы провести центровку. Такое соединение может сделать даже новичок. Надо сказать, что припаять ПП сможет и женщина.
Разновидности труб
Пластиковая труба для воды может относиться к одной из 4 категорий. Их маркируют определенными цветами. При необходимости их можно соединять с металлическими трубами. Для этого применяются специальные соединения.
применяются в закрытых, настенных или открытых системах. Представленный материал маркируют в соответствии с особенностями их эксплуатации. PN25 предназначены для систем централизованного отопления. Температура воды в них не должна превышать 95ºС. Такая труба армируется алюминием.
PN20 считается универсальным изделием. Такую трубу применяют как для горячего, так и для холодного водоснабжения. Температура в сети не должна быть выше 80ºС.
PN16 предназначена исключительно для холодного водопровода. Ее используют в сетях, где присутствует высокое давление. Она выдерживает значительные гидроудары. Поэтому в многоэтажных сооружениях применяют эту разновидность.
PN10 считается самой тонкостенной трубой. Она применяется для создания систем холодного водопровода в частном доме. В таких трубопроводах вода не должна нагреваться выше 45ºС. Это самый недорогой тип коммуникаций. В соответствии с существующими условиями эксплуатации необходимо приобретать требуемую разновидность труб.
Пайка труб из полипропилена ПВХ пластика
Полимерные изделия паяются при более , чем металл. Они боятся открытого пламени, поэтому для сварки используются специальные электрические паяльники, называемые сварочными аппаратами.
Технология сварки изделий из полипропилена (PP) принципиально отличается от работы с медными.
Соединение металлических участков представляет собой вставку одного отрезка в другой, а затем герметизацию шва при помощи наплава из более мягкого металла. В случае полипропилена происходит расплавление обоих отрезков, их смешение, полное проникновение один в другой, а при застывании – неразъемное однородное соединение. Такая сварка получила название диффузной от латинского слова диффузио, означающего смешение. Паять пропиленовые трубы – означает выполнить три действия:
- расплавить концы отрезков до мягкого состояния;
- соединить один с другим без лишних поворотов;
- дождаться остывания – в результате образуется однородный неразъемный участок.
Пайка труб для отопления и водопровода в домашних условиях
Благодаря простоте процедуры своими руками проводится в домашних условиях. Для этого необходимо приобрести:
- сварочный аппарат электрический для сварки полипропилена;
- насадки к аппарату (входят в комплект к аппарату);
- торцеватель;
- фитинги;
- вспомогательные приспособления: маркер, нож, рулетка.
Пайка пропиленовых труб своими руками заключается в последовательном выполнении следующих операций:
- Нарезать трубы по заранее определенным размерам, при необходимости подготовить фитинги.
- Приторцевать концы – снять сверху 1–1,5 мм защитного слоя. Это можно сделать при помощи торцевателя или шлифовкой наждачной бумагой.
- Подготовить сварочный аппарат – оснастить его насадками по диаметру труб и включить в сеть. Полипропилен плавится при температуре 250 °C. На аппарате есть температурное реле и индикатор нагрева. При достижении нужной температуры устройство подает звуковой или световой сигнал о готовности к процессу сварки.
- Вставить трубу и фитинг в соответствующие насадки и выдержать время строго по инструкции, не допуская ни перегрева, ни недогрева.
- Снять с насадок нагретые детали, затем паять, вставив один элемент в другой. На этом этапе действия должны быть уверенные и четкие – запрещается двигать элементы вперед-назад или вращать по оси.
- Дать полипропилену остыть – оставить конструкцию на некоторое время без механических воздействий.
- Проверить соединение визуально на наличие дефектов: если технология соблюдена, шов получится однородным и прочным.
Источник Источник https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Источник Источник https://eurosantehnik.ru/7-oshibok-pajki-polipropilenovyx-trub.html
Источник https://www.tproekt.com/pajka-polietilenovyh-trub-svoimi-rukami-kak-pravilno-i-nadezno-paat-plastikovye-truby-proizvoditeli-oborudovania-dla-svarki-plastikovyh-materialovpajka-trub-svoimi-rukami/




