
Содержание
Пайка полипропиленовых труб для водопровода и отопления своими руками

В процессе сварки ППР-труб нет ничего сложного, поэтому данная технология приобрела широкое распространение. Минимальный набор оборудования и инструмента, а также чуть-чуть знаний и пайку водопровода может выполнить любой домашний мастер.
Тем не менее, многие новички и даже «мастера» зачастую нарушают технологию соединения полипропиленовых труб, хотя по большому счёту ошибиться там негде. Поэтому предлагаю ознакомиться с базовой информацией и нехитрыми советами.
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин — одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
 Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка — также необходимые инструменты.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.

Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Практически все руководства, в том числе от производителя, указывают на необходимость отмечать на трубе глубину захода в раструб фитинга. Не могу советовать подобного исходя из собственного опыта: даже слегка перегретые детали не позволяют задвинуть трубу глубже положенного более чем на 1 миллиметр. Поэтому подобная разметка может пригодиться только для точного отрезания трубы нужной длинны, но никак не для правильной ее ориентации в раструбе.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.


Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.

У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.



Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева — такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему — для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)! Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).
 Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем «кочергу» добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.

Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно.
 Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).
Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).

Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.
Разборные полипропиленовые муфты (переход с металла на ПП) считаются далеко не самыми надежными элементами, поэтому подобные узлы следует использовать только в местах возможного доступа. На качество разборной муфты влияет величина бортика, который прижимает накидная гайка — она должна быть как минимум на следующий диаметр больше присоединяемого диаметра металлической резьбы. Также некоторые производители добавляют стекловолокно в материал пластикового штуцера муфты — это повышает ее прочность.

Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.


Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
 На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Правила работы с паяльником для пластиковых труб
Для спайки пластиковых труб (такие трубы действительно часто используются для внутренних коммуникаций) не обязательно вызывать мастера-сантехника. При наличии паяльника с этим вполне можно справиться самостоятельно.
Во многих аспектах паять пластиковые трубы гораздо легче, чем паять металлы. В процессе работы надо лишь следить за температурой и не перегревать стыки.
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.

Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
Рабочий инструмент для пайки
 Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Разумеется, главным инструментом здесь является паяльник. И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры.
Домашнему мастеру, чтобы спаять пластиковые трубы обычных диаметров, вполне достаточно паяльника мощностью 1200 Ватт. Хотя, конечно, пользоваться паяльником для труб мощностью, например, от 1800 Ватт гораздо приятнее — все операции делаются быстрее.
Что касается числа насадок в комплектации паяльника, то тут правило простое: чем больше их, тем лучше. Насадка — это как раз тот элемент, которым непосредственно паяют пластиковые трубы. Качественные насадки должны иметь тефлоновое покрытие, исключающее пригорание обрабатываемого материала. Насадки подбираются под соответствующие параметры пластиковых труб.

Наличие в паяльнике узла регуляции температуры тоже значительно облегчает процесс пайки пластиковых изделий. С его помощью можно устанавливать температуру с точностью до 1 градуса. Если же такая регулировка отсутствует, можно замерять температуру с помощью специального градусника.

Кроме паяльника, необходимы будут ножницы (или ножовка) для разрезания пластиковых труб, а также, если речь идёт о металлопластиковых трубах, торцеватель (инструмент, с помощью которого проводится шлифовка и зачистка внутреннего армирования). Помимо этого, нужно будет подготовить вспомогательные материалы — маркер, деревянную линейку, измерительную рулетку и влажную тряпочку. Не стоит забывать и о соединяющей арматуре — муфтах или фитингах.
Подготовка пластиковых труб
Подготовка труб начинается с того, что рулеткой отмеряют нужную длину и маркером ставят метку будущего разреза. Затем по этой метке трубу разрезают ножовкой или ножницами, причём угол наклона срезов должен быть в диапазоне от 35 до 45°.



На следующем этапе необходимо заторцевать отрезанные концы (если трубы металлопластиковые) и обезжирить их мыльным или спиртовым раствором — срезы в итоге должны быть идеально гладкими. Далее нужно снова взять маркер и нанести по краям срезов метки, которые будут выступать ориентиром при состыковке элементов.
Процесс пайки
 Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Процесс пайки должен начинаться с фиксации на инструменте насадки, выбранной в соответствии с размерами труб. Затем нужно включить паяльник в сеть и разогреть его до рабочей температуры (для полиэтилена +220°, для полипропилена +260° по Цельсию). Время разогрева зависит от особенностей паяльника, обычно достаточно 15 минут. Обратите внимание на то, что до окончания работы нельзя вырубать аппарат из электросети: это не только замедлит весь процесс, но и в принципе сильно понизит эффективность паяльника.
Работать паяльником для пластиковых труб необходимо от 5 до 40 секунд за раз без перерывов. Конкретная длительность здесь напрямую зависит от длины окружности трубопровода. И во время работы домашний мастер обязан следить за тем, чтобы поверхности не перегревались. Такой перегрев может вызвать закупоривание в месте шва.


Таблица. Время нагрева полипропиленовых труб
| Номинальный наружный диаметр, мм | Время оплавления, сек | Максимальная технологическая пауза, сек | Время охлаждения, сек |
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
После каждой произведённой пайки мастер должен удалять остатки материала с насадки. Как уже говорилось выше, насадка имеет специальное тефлоновое покрытие, поэтому нагар рекомендуется удалять кусочком брезента или деревянной дощечкой, чтобы не нанести повреждений самой поверхности. Появление реальных царапин ухудшит характеристики насадки — пользоваться таким инструментом полноценно в будущем будет невозможно.
Совет: при спайке концов пластиковых труб нельзя допускать их прокручивание или перемещение, так как это в дальнейшем может обернуться возникновением течи.
Проверка стыков
 По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды.
Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.

Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.

Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.

Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.

- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.

- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
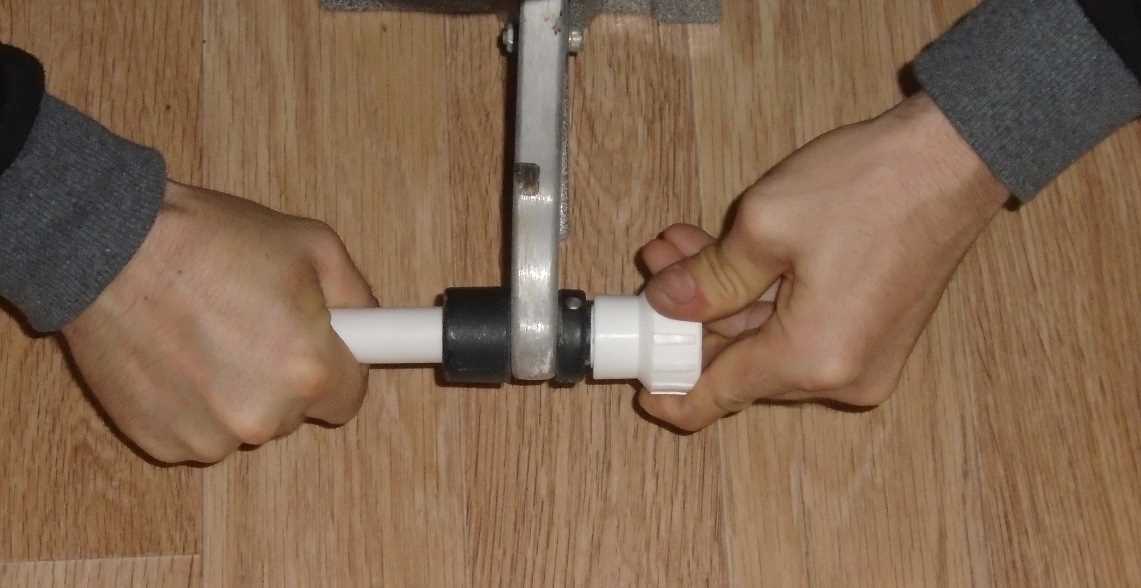
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.

- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
https://yserogo.ru/remont/payka-ppr-trub.html
https://svaring.com/soldering/praktika/rabota-pajalnikom-dlja-plastikovyh-trub
https://otivent.com/pajka-polipropilenovyh-trub



