Пошаговая инструкция: как правильно паять пластиковые трубы в домашних условиях

Представьте ситуацию: необходимо срочно спаять две пластиковые трубы. Вода бежит прямо из нее, и вам нужно срочно спасать ситуацию! Но как паять пластиковые трубы? Тем более, если не имеете практики. В статье описан подробный процесс как паять правильно.
Самый действенный и «безболезненный» вариант: вызов мастера-сантехника на дом. Вариант может и самый надежный, но серьезно бьющий по карману/кошельку хозяина жилища, да и по самолюбию «мужика в доме» тоже.
Так что вариант этот отметаем и учимся паять правильно – тогда и кошелек полон хрустящих купюр, и мужчина в доме сам все отремонтировал!
Составьте схему трубопровода

YouTube‑канал «Ремонт своими руками» Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
В Telegram-канале «Лайфхакер» только лучшие тексты о технологиях, отношениях, спорте, кино и многом другом. Подписывайтесь!
В нашем Pinterest только лучшие тексты об отношениях, спорте, кино, здоровье и многом другом. Подписывайтесь!
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.

YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются. Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок. Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер. В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором. Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.





Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:

Как видите, глубина пайки зависит от диаметра труб и фитингов.

YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.

termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать. Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя.
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.. Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.
СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте, никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.

YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
Инструкция по пайке полипропиленовых труб
- Включается паяльный аппарат на прогрев. Стандартные механизмы имеют два индикатора – терморегулятора и включения аппарата. Индикаторы не гаснут в процессе нагрева паяльника, через 10-15 минут гаснет индикатор терморегулятора. Это свидетельствует о том, что паяльник нагрелся и готов к работе.
- Паяльник потреблять больше энергии во время первого включения, насадка часто оказывается нагретой сверх необходимой температуры. Потому целесообразно дождаться повторного включения и отключения индикатора терморегулятора, а затем уже приступать к работе.
- Отмеряется кусок трубы необходимой длины. Длина берется с запасом, учитывается глубина насадки и фитинга.
- Отмеренный кусок трубы обрезается специальными ножницами или ножовкой по металлу.
- Подбирается подходящий по размеру фитинг – его внутренний диаметр в не разогретом виде должен быть шире внешнего диаметра трубы.
- Протирается от пыли раструб фитинга и внешняя часть трубы, обезжиривается мыльным раствором или спиртом и высушивается.
- Детали устанавливаются на насадки паяльника. Труба вставляется внутрь гильзы насадки, а фитинг одевается на дорн.
Детали на паяльнике выдерживаются необходимое для их диаметра и ширины время. Определяется это значение с помощью таблицы:
Диаметр трубы, мм Ширина пояса, мм Время нагрева, сек Время соединения, сек Время для охлаждения спайки, мин 20 14-16 6 4 2 25 15-18 7 4 2 32 16-21 8 6 4 40 18-22 12 6 4 50 20-25 18 6 4 63 24-28 24 8 6 Время нагрева в таблице указано с учетом комнатной температуры – около 200С. При более низких или высоких показателях время, соответственно, увеличивается или уменьшается. Проводить пайку при температуре 00С запрещается.
- Детали снимаются с паяльника и соединяются друг с другом без поворотов по оси. Это делается с небольшим нажимом. Труба вставляется в фитинг на полную его глубину. Соединения становится надежным после полного застывания пластика. Это значение указано в таблице выше.
- Если на краях раструба образовался сплошной наплыв в виде валика по всей окружности, значит соединение выполнено правильно.
- Во время выдерживания периода охлаждения не допускается поворот трубы или ее изгиб. Если соединение имеет угол или смещено, то его следует обрезать и выполнить заново. Подробно рассказывает, как паять трубы, видео в конце статьи.
Несколько отличается процесс спайки армированных труб:
- С внешней стороны трубы снимается фаска, шейвером зачищается армирование.
- Если труба армирована алюминием сверху, то ее просто ставят в зачистку и делают пару оборотов.
- Если армирование внутреннее, то армирующий слой с усилием прижимают к зачистке-торцевателю и проворачивают.
- Далее процесс повторяет спайку не армированных труб, которая уже была описана выше.
Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.

YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
Ваш водопровод
Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.

Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.

YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.







Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.

Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.

YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.



Разновидности и выбор оборудования
Оборудование для спайки представляет собой устройства, которые с помощью высоких температур создают надежное герметичное соединение. Для сварки пластиковых и чугунных изделий может быть использована разная аппаратура.
Для сварки полипропилена выделяют 2 основные группы оборудования:
- Механические приборы. Используются, когда объем работы большой, и требуется много трудовых ресурсов.
- Ручной аппарат. Можно использовать для труб небольшого диаметра для самостоятельной работы.
В механический прибор входит опорная рама, блок, гидроагрегат. С двух сторон оборудования предусмотрены захваты. На их средине наблюдаются вкладыши. Их задача состоит в правильном распределении давления и центровки.

Для пайки труб лучше задействовать 2 человека
Торцы выравнивают с помощью электроторцевателя. Он представляет собой вращающий диск с двусторонними ножами. Главный элемент агрегата – электронагреватель. Он установлен внутри и является диском с ТЭНом.
Чтобы выполнить спайку ручным способом, нужно приобрести специальный утюг. Принцип работы напоминает бытовой прибор, хоть внешний вид устройств отличается. В конструкцию утюга входит нагревательная плита, терморегулятор и ручка. В плите имеются два отверстия для деталей спаивания. Из-за тефлонового покрытия разгоряченный пластик не пристает к устройству.
Проверьте соединение

YouTube‑канал FV Miano
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Клей для труб Tangit ПВХ 500 г в Москве
Клей для труб Tangit ПВХ 500 г и другие товары в данной категории доступны в каталоге интернет-магазина Леруа Мерлен в Москве по низким ценам.Ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн.
Купите такие товары, как Клей для труб Tangit ПВХ 500 г, в интернет-магазине Леруа Мерлен, предварительно уточнив их наличие. Вы можете получить товар в Москве удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе.
Вы всегда можете сделать заказ и оплатить его онлайн на официальном сайте Леруа Мерлен в России. Для жителей Московской области у нас не только низкие цены на такие товары, как “Клей для труб Tangit ПВХ 500 г”, но и быстрая доставка в такие города, как Москва, Балашиха, Подольск, Химки, Королёв, Мытищи, Люберцы, Красногорск, Электросталь, Коломна, Одинцово, Домодедово, Серпухов, Щёлково, Орехово-Зуево, Раменское, Долгопрудный, Пушкино, Реутов, Сергиев Посад, Воскресенск, Лобня, Ивантеевка, Дубна, Егорьевск, Чехов, Дмитров, Видное, Ступино, Павловский Посад, Наро-Фоминск, Фрязино, Лыткарино, Дзержинский, Солнечногорск, Истра и Жуковский.
Несколько советов от профессионалов
Правильно выполнить соединение элементов из пластика помогут рекомендации специалистов:
- Чтобы пайка пластиковых элементов канализационной или водопроводной сети была произведена правильно, перед началом сварки следует выдержать паяльник в нагретом до нужной температуры состоянии на протяжении не меньше 5 минут.
- После спайки элементов им необходимо дать остыть, при этом, не перемещая их и не прокручивая, поскольку тогда шов получается некачественным. Если не следовать данному совету, нужно будет разрезать стык, удалить испорченный фитинг и начать весь процесс заново.
- Когда трубная продукция армирована алюминием, следует удалить у изделия верхние два слоя и только потом согласно вышеописанной технологии можно производить соединение.
Причины появления поломок труб сделанных из металлопластика
Металлопластиковая труба считается сравнительно новым изделием, себя зарекомендовавшая с самой лучшей стороны при разработке водопроводной разводки в середине помещения. В основе материала лежит алюминиевое основание, обтянутое с двух сторон прочной полиэтиленовым покрытием. Аналогичная структура выполняет материал пластичным и не тяжёлым, значительно расширяя сферу его использования. Благодаря данным качествам трубе можно предавать разные формы без малейших усилий или специнструмента.
Труба из металлопластика может держать большое давление, не деформируясь или теряя собственных несущих качеств. В работе же нарушение цельности магистрали возможно, но оно зависит от причин совершенного другого характера и абсолютно не относится к качеству продукции. Решающими факторами, способными привести к выходу металлопластикового водомерного узла из строя, служат:
- ошибки в соединении компонентов системы;
- превышение возможного угла изгиба трубы;
- предельные нагрузки механического свойства;
- деформация переходников из металла вследствии термических перегрузок.
Вышеприведенный перечень причин оказывает непосредственное воздействие на функционирование водомерного узла и его целость. Потому на конструкторском уровне и возведении системы нужно віполнять монтажные правила, исходя из технических специфик материала. Игнорирование же норм и игнорирование имеющимися нормами неизбежно приводит к появлению протечек со всеми вытекающими из данного результатами.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа — основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Причины и методы устранения протечки металлопластиковой трубы в местах соединений
Устранение течи в металлопластиковых трубах, соединенных компрессионными фитингами
Течь, как правило, образуется из-за проблем с фитингами для металлопластиковых труб либо по причине некачественного устройства системы трубопровода.
Как работать с металлопластиковыми трубами при образовании течи из-под компрессионного фитинга? Необходимо для начала попробовать просто поджать гайку по резьбе, так как, к примеру, компрессионные фитинги имеют свойство со временем (раз в 2-3 года) ослаблять «хватку».
Если таким образом устранить течь не удается, тогда потребуется произвести слив воды из системы и выполнить более комплексную проверку:
- Проверить, не было ли повреждено уплотнительное кольцо между корпусом фитинга и штуцером, вставляемым в трубу (если фитинг компрессионный, а не прессовой).
- Выяснить, ровный ли срез самой трубы.
- Определить, не износились ли прокладки фитинга на штуцере, вставленном в трубу.
Выяснив проблему и устранив ее, выполняют обратную сборку элементов трубопровода, промазывая соединения силиконом (подматывая резьбу ФУМ лентой).
Конструкция компрессионного фитинга
Устранение течи в металлопластиковых трубах, соединенных прессовыми фитингами
Случается, что течь образуется в прессованных латунных соединениях. Сборка данного типа соединений производится посредством разводного ключа, и если гайки закручены слишком сильно, от этого может деформироваться мягкое кольцо (т.н. оливка) внутри фитинга, что, наверняка, спровоцирует возникновение течи.
Ремонт металлопластиковой трубы в данном случае будет заключаться в следующем:
- Потребуется разобрать протекающий конец соединения, снять с оливки колпачковую гайку и извлечь из фитинга конец трубы.
- Чтобы отрезать оливку, нужно воспользоваться ножовкой. Конец трубы следует зачистить мелкозернистой стеклянной шкуркой либо обыкновенной проволочной мочалкой. После этого на конец трубы потребуется надеть новую оливку.
- Затем соединение собирают заново и на корпусе фитинга вручную затягивают колпачковую гайку. Производят гаечным ключом один полный оборот, проверяют соединение на предмет его гидроизоляции.
- Если соединение все еще «течет», гайку необходимо подтянуть еще примерно на четверть оборота.
Наиболее правильным решением при возникновении подобной проблемы станет слив воды из труб с последующей обрезкой фитинга при помощи ножовки и его заменой муфтой с плотной посадкой.

Муфтовое соединение металлопластиковых труб
Альтернативные методы ремонта
Если позволяет проходное сечение фитинга, при этом есть доступ к трубам до и после фитинга, то возможен еще один метод ремонта – шунтирование фитинга посредством медной трубки подходящего диаметра.
Для этого трубу обрезают в доступных местах до и после потекшего фитинга, на концы труб устанавливают фитинги, переходящие на резьбу. Затем сквозь аварийный участок протягивают трубу-шунт, накручивают на резьбу фитинги для трубы-шунта из меди и опрессовывают соединения.
При подтеках паяльных соединений спускают из трубы воду, после чего тщательно высушивают ее феном или паяльной лампой. Теплое соединение слегка смачивают самоочищающимся паяльным флюсом, затем снова разогревают соединение с целью расплавки припоя. При этом флюс способствует его проникновению в имеющиеся пустоты и надежному уплотнению соединения металлопластиковых труб.
Особенности сборки пластиковых труб
Выбирая, чем заклеить пластиковую канализационную трубу, надоизучить вопрос внимательнее. Всего существует три способа соединенияпластиковых элементов:
- раструбный;
- сварка;
- клеевое соединение.

Большинство пластиковыхтрубопроводов соединяют в раструб с резиновым уплотнением. Это самый постой ибыстрый способ сборки систем. При необходимости, такую линию несложноразобрать, заменить поврежденный элемент, вставить дополнительные детали.Однако, этот метод соединения имеет один недостаток — соединениеудерживает лишь сила трения. Поскольку пластик обладает большим коэффициентомтемпературного расширения, на линиях большой длины получится значительныйперепад размеров. Один из раструбов, где резиновый уплотнитель подсох илипотрескался, станет фактором риска. При первой же возможности оно разойдется,что означает прекращение работы всей системы.
Сварка образует герметичное и монолитное соединение. Оторвать одну деталь от другой будет невозможно, что позволяет строить линии с высокой прочностью. Им не страшны внешние нагрузки. Однако, этот способ усложняет ремонт. Кроме того, сварка делается с помощью специального оборудования и инструментов, для нее нужен опыт и навыки. Поэтому, таким способом соединяют только ответственные линии, используют для промышленной канализации. Для этого используется специальный клей для канализационных труб ПВХ, пропиленовых или полиэтиленовых. Чаще всего используются виниловые элементы системы, поэтому большинство составов предназначены для работы именно с ними.
Преимущества и недостатки клеевого шва
Достоинства клеевого соединения:
- надежность, герметичность соединения. Контактмежду поверхностями и клеем идет на молекулярном уровне, поэтому для разрушенияшва нужны экстремальные условия (высокая температура или давление);
- простота, доступность метода. Технология понятнавсем, качество зависит лишь от аккуратности и тщательности работы;
- скорость монтажа уступает сборке в раструб, нонеобходимости дожидаться затвердения каждого шва нет. Можно продолжать работыпоследовательно продвигаясь по ходу линии, пока схватываются готовые швы;
- не нужно покупать или арендовать оборудование;
- не приходится использовать энергоресурсы, можноработать в полевых условиях;
- методика универсальна, подходит для соединениятруб или фитингов любого размера.
Недостатки у этого метода тожеесть:
- соединение делается навсегда, без возможностиразобрать шов. Это усложняет ремонт или замену дефектных деталей;
- для застывания клея требуются определенныеусловия — температура, влажность и т.д.;
- выбирая клей для пластиковых труб канализации, надоучитывать особенности материала. Некоторые составы хорошо работают с ПВХ, но немогут соединять полиэтилен. Надо внимательно изучать информацию на упаковкесредства.
Необходимо помнить, что дляклеевого соединения используются трубы специальной конструкции. Они похожи нараструбные, но не имеют резинового уплотнителя, а зазор между внутреннимучастком и манжетой значительно меньше.
Как избежать ошибок во время пайки?
За время работы, мастера выявили самые распространенные ошибки, способные «запороть» всю работу и привести конструкцию к краху. На ранних этапах ошибки могут быть и незаметны, но все это вскроется в дальнейшем. Потому, внимательно изучите список моментов, в которых уже были допущены ошибки другими людьми. Это позволит вам избежать неприятных сюрпризов в своей работе.
- ошибочное сведение соединяющих элементов;
- чрезмерное усилие, вложенное в процесс стыковки труб;
- малый прогрев места стыка;
- чрезмерный прогрев;
- несоответствие нагревательного элемента диаметру изделия.
Остановимся на каждом случае чуть подробнее.
Если в момент совмещения труба не была введена до упора, возникает зазор. Внешне этот момент не виден, что затрудняет его выявление в процессе пайки. Здесь ошибка возникает в результате малого приложения силы.
Однако когда вы прикладываете большую, чем требуется силу, это так же несет негативные последствия. Результатом чрезмерных усилий становится деформация трубы и возникновение препятствий для тока воды.
Малый разогрев изделия несет в себе дефекты в области стыка. Особенно учитывайте тот момент, что процедура стыка должны быть четкой и быстрой, только в этом случае соединение будет надежным.
Оптимальная температура – 260 градусов, возможный разброс 10. Такая температура будет идеальной вне зависимости от диаметра продукта. Именно этот уровень прогрева запускает все необходимые процессы. И оттого превышать нельзя, даже если у паяльника предусмотрена такая возможность.
Что означает неправильно подобранное оборудование? Давно выведена закономерность – мощь нагревательного элемента равна диаметру трубы умноженному на десять. Только так, и никак иначе.
Как правильно паять полипропиленовые трубы

Приветствую, друзья! Как известно, полипропиленовые трубы являются недорогим и практичным решением, чтобы обустроить водопроводную систему в квартире или загородном доме.
Теоретически, нет ничего сложного в пайке таких труб, но на практике все немного сложнее.
Получить прочные, герметичные соединения и, как следствие, долговечную водопроводную систему, можно, только тщательно соблюдая технологию пайки полипропиленовой трубы. А для этого нужно знать все особенности таких труб и работы с ними.
Создать надежный трубопровод из полипропилена сможет и неопытный мастер
Как паять полипропиленовые трубы
Начинающему мастеру вполне под силу спаять трубы самостоятельно. Существует поэтапная технология пайки полипропиленовых труб.
Можно потратить время, и преодолев неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками, или обратиться за помощью к специалистам.
Впрочем, технология пайки полипропиленовой трубы не такая уж сложная, и соединить между собой две пластиковых трубы при помощи фитингов можно даже без особого опыта.
Важно! Главное – точно выдерживать температуру и время прогрева элементов, от этого зависит качество соединений.
Важно знать, и чем паять полипропиленовую трубу. Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимость, сколько в качестве нагревательного прибора и насадок. От этой техники зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.
Качество соединения труб во многом зависит от применяемого оборудования
Основные ошибки начинающего мастера, и неправильная пайка трубы полипропиленовой заключаются в таких ситуациях:
- трубы пнд надежно схватываются между собой слоем расплавленного пластика, поэтому не нужно прокручивать трубы в фитингах во время остывания. Запаять качественно в этом случае не удастся, спайка трубы из полипропилена с фитингом будет хрупкой, и через некоторое время потеряет герметичность;
- пайка полипропиленовых труб своими руками предусматривает разное время прогрева фитингов для труб разного диаметра, и нельзя как перегреть трубу или фитинг, так и недостаточно прогреть. Можно предварительно потренироваться паять полипропиленовую трубу и фитинги, и проверить получившееся соединение, разрезав его по длине ножовкой;
- пайка трубы из полипропилена или пнд трубы возможна только после предварительной подготовки самой трубы. Соединение не будет прочным, если соединяемые элементы (фитинг и трубу) предварительно не обезжирить в местах пайки;
- край трубы, обрезанный ножовкой или другим инструментом, обязательно нужно зачистить, удалив заусенцы и проверив геометрию среза. Правильный срез имеет форму круга, и выполнен под углом 45˚ к плоскости трубы. Паяние полипропиленовой трубы, имеющей форму овала на плоскости среза – верный путь к некачественному соединению;
- во время прокладки магистрали нужно следовать от источника к потребителям, реализуя соединения в тех местах, где удобно будет работать с паяльником для пластиковых труб;
- традиционная ошибка новичка – монтаж системы в холодное время года. Многие по неопытности не знают, при какой температуре нельзя паять полипропиленовую трубу, а между тем такие изделия чувствительны к холоду и надежно соединить их не удастся. Опытные мастера при температуре воздуха ниже +5С такие работы не проводят.
Надежное соединение можно получить только при правильной обработке среза трубы
Совет! Пайка полипропиленовых труб своими руками с использованием некачественного инструмента из простой и незамысловатой операции превращается в длительное и мучительное мероприятие. Используйте хороший инструмент, если нельзя его приобрести, то взять напрокат можно наверняка.
Правила пайки полипропиленовой трубы допускают способ раздельного прогрева фитинга и трубы. Этот способ можно использовать, если другой возможности создать надежное соединение не остается. Например, так паяют пнд трубы в местах, к которым ограничен доступ – в пространстве между стен или для врезки отводного тройника в существующую систему.
Температура пайки полипропиленовых труб
Как спаять полипропиленовую трубу качественно? Очень просто, главное – практический опыт, но для его приобретения придется потратить некоторое время.
Качественное, герметичное соединение трубы любого диаметра можно получить только в том случае, если правильно выдержана не только температура нагрева, но и время остывания расплавленной пластмассы. Если перегреть пнд трубу во время спайки, материал превращается в пористую, хрупкую структуру.
Время пайки полипропиленовой трубы зависит от ее диаметра и от производителя, дополнившего трубу армированным слоем, или выпустившего трубу целиком из полипропилена.
Пайка полипропиленовых труб своими руками будет правильной, если увеличивать время прогрева, и соответственно, остывания в зависимости от диаметра трубы, руководствуясь данными таблицы.
Таблица 1
| Наружный диаметр труб, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Расстояние до отметки, мм | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Время прогревания, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Технологическая пауза не более, с | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Время на охлаждение, мин | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
Не только время нагрева и остывания соединения имеет значение. Важно и то, при какой температуре нужно и можно паять полипропиленовую трубу. Как минимум, температура окружающей среды должна быть плюсовой (не менее +5˚С), а температура прогрева трубы составляет, согласно СНиП, 260˚С. Правильная пайка полипропиленовой трубы возможна только при этих температурных коэффициентах.
Чем больше диаметр труб, тем дольше их нужно прогревать для пайки
В комплекте поставки инструмента для пайки пнд труб (паяльника) почти всегда есть небольшая брошюра, в которой коротко рассказывается, как правильно паять полипропиленовые трубы методом термодиффузии.
Как правильно спаивать полипропиленовую трубу
Прежде всего, проверить трубу на наличие каверн, шероховатостей и вмятин. Если все в порядке, то алгоритм действий будет следующий:
- нужно выяснить, при какой температуре паяется полипропиленовая труба выбранного вами диаметра, какой должна быть «технологическая пауза» и время остывания соединений;
- оснастить паяльник для труб насадками необходимого размера. Те, кто знает, как правильно спаять полипропиленовые трубы, насадку более крупного диаметра, если их устанавливается несколько, располагают ближе к ручке паяльника. Это обосновано, если паяльник имеет мечевидную форму, и удобно в случае с трубкообразным паяльником для пнд труб;
- установить необходимый уровень температуры на паяльнике для труб, используя регулятор. Если прибор не имеет указателя температуры, дождитесь, пока паяльник нагреется, и погаснет индикатор на самом устройстве;
- обрезать, при необходимости, трубу под нужный размер.
Световой индикатор на корпусе паяльника подскажет, когда прибор готов к работе
Полезный совет! Температура паяния полипропиленовой трубы достаточно высока, и существует опасность ожога от случайного прикосновения к нагретым элементам. Обязательно используйте защитные перчатки.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» — это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип пнд муфты, и особый клеевой состав. Для этого способа подходят не всякие полипропиленовые трубы, соединение без пайки предпочтительно использовать тогда, когда нет возможности работать с паяльным оборудованием.
Как паять полипропиленовую трубу, если в помещении запрещено использовать электронагревательные приборы? Для решения этой проблемы были созданы так называемые «надвижные» и «компрессионные» фитинги.
Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, даст возможность подключиться к действующей магистрали из металлических или металлопластиковых труб. Компрессионный фитинг дает возможность создавать неразборное соединение, но требует наличия специального инструмента.
Пайку трубы пнд своими руками можно не производить, если реализовать соединение труб и фитингов при помощи натяжных шайб. Недостаток метода в том, что потребуется специальный инструмент, да и навык выполнения работ не помешает.
Компрессионный фитинг дает возможность надежно соединять полипропиленовые трубы без пайки

Более сложным будет вопрос о том, как запаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования.
Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому все же придется найти паяльник, чтобы заменить вышедший из строя участок или фитинг. В качестве экстренной меры можно применить специальный клей или замазку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, нужно его обязательно протестировать перед сдачей в эксплуатацию.
Самый простой способ, как проверить пайку полипропиленовой трубы в местах соединения с фитингами и переходными муфтами — это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с таковым вовсе не являются привилегией только мастеров высокой квалификации. Знания о том, как правильно спаять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника – даже сети Интернет.
Просмотрев краткую видеоинструкцию, легко получить представление, как правильно паять трубу из полипропилена от любого производителя. Поэтому и начинающие мастера вполне способны монтировать технически сложные и надежные трубопроводные системы.
Но специалистами становятся только те, кто соблюдает технологию и выбирают температуру паяния полипропиленовых труб правильно. Используя же табличные данные, указывающие, как правильно паять трубу из полипропилена, можно еще и расходовать средства, выделенные на строительство или ремонт коммуникаций, более экономно.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом – используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно – несложно, но эта работа требует аккуратности и внимательного отношения. Главное – соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Как паять трубы большого диаметра
Трубы диаметром больше 50 мм необходимо соединять только встык. Метод стыковой пайки был описан выше. Сначала в разогретую насадку нужно ввести раструб фитинга, и только потом – трубу. После нужно выдержать соединение указанное время.
Проверьте соединение на качество – если отверстие трубы перекрыто наплавом из полипропилена, то в следующем соединении трубу нужно вводить в насадку на 2-3 мм ближе, то есть – не так глубоко.
Главное правило при пайке труб большего диаметра – нужно выждать большее время для их нагрева. В остальном все операции проводятся так же.
Перегрев соединителя и трубы допускать нельзя.
Если трубы спаять не правильно, то можно получить протечку, и в первую очередь пострадает пол и мебель. Мебель восстановить получиться не всегда, к тому же будет повод обновить интерьер. Выбирайте качественную мебель в магазинах с большим ассортиментом, например в ikeastore.com.ua – огромный выбор на любой вкус и кошелек.
В закрепление теории, посмотрите видео о том как правильно паять полипропиленовые трубы
Как выбрать паяльник для труб, что купить?
Производитель паяльного аппарата имеет большое значение для качества шва.
Какую страну-изготовителя лучше выбрать?
На первом месте сейчас стоят чешские паяльники. Этот аппарат будет стоить намного дороже остальных, но качество пайки оправдывает его стоимость.
Второе место покупатели отдают турецким производителям.
Китайские паяльники для полипропиленовых труб имеют очень привлекательную цену, поэтому будут хорошим выбором разового использования, например, для разводки труб в своей квартире. Качество китайских аппаратов не самое лучшее, долговечность тоже хромает, но на обустройство нескольких квартир его вполне хватит.
При внимательном отношении к качеству шва надежность пайки можно гарантировать. На сегодняшний день можно выбирать из таких производителей:
| Модель | Страна-производитель | Мощность | Диаметр насадок для труб | Цена |
| Dytron POLYS | Чехия | 650-1200 Вт | 16-125 мм | 185 $ |
| Dremel Versatip | Тайвань | Газовая горелка | Любой | 70 $ |
| Candan | Турция | 1500 Вт | 20-63 мм | 60 $ |
| Старт СПТ-2200 | Россия | 2200 Вт | 20-63 мм | 40 $ |
| Stern PPW-2000 A | Австрия | 2000 Вт | 20-63 мм | 40 $ |
| Intertool RT-2102 | Украина | 800 Вт | 20-63 мм | 25 $ |
Насадки

Эффективнее всего использовать паяльник для полипропиленовых труб можно только с установкой на него нескольких разных насадок одновременно. В самом деле, менять насадки при работающем паяльнике сложно и небезопасно.
Насадки, которые сейчас выпускаются для паяльников полипропиленовых труб, рассчитаны на соединение изделий и с одинаковыми, и с разными диаметрами.
Насадка изготавливаются с разными поверхностными покрытиями для увеличения долговечности и надежности в работе.
Это может быть металлизированный или простой тефлон. Чтобы насадки служили дольше, перед работой необходимо удалять с них остатки пластмассы от предыдущих паек.
Фитинги для полипропиленовых труб стоят сравнительно дешево, и стоимость одного переходника или муфты не зависит от сложности детали или ее размера. Например, соединительная муфта любого диаметра стоит около 10 рублей.
Отзывы мастеров о паяльниках
“…Вот и купил себе паяльник. Правда, китайский вариант, но и стоит недорого, а если принять во внимание, сколько стоит работа мастера, то все равно получается выгодно. У меня в квартире четыре радиатора, и все я сделал самостоятельно.
Принцип работы совсем простой – я сначала посмотрел, как делал мастер у соседа, а потом решил, что и сам смогу. Отрезал трубу, заровнял торец, вставил с одной стороны насадки фитинг, а с другой – трубу или тройник – все равно. Подождал 10-15 секунд. Снял с насадки, соединил трубы, подождал еще 20 секунд. Можно паять следующий кусок. Что здесь сложного? Правильно сделал, что мастера не вызвал…”
Альберт, 44 года, Казань
“…Вчера купил Candan турецкий и попробовал уголок с трубой диаметром 20 мм. Все получилось. Держит крепко, не течет. Правда, допустил одну ошибку – неровно фитинг посадил на насадку, но еще научусь. Все делается очень просто, как я и думал.
Так что если вы думаете паять трубы дома самостоятельно – берите спокойно паяльник и делайте. Сложного нет абсолютно ничего. Конечно, эта простота кажущаяся, и никто не отменял знание систем подачи воды и устройства отопительной системы. Спаять трубы можно легко и просто, а чтобы система была рабочей, без образования воздушных пробок с нормальным ходом воды – это уже другой вопрос…”
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика.
Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка;
- маркер;
- строительный уровень;
- ножницы для резки пластиковых труб;
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
- Кратко о сварочном аппарате
- Процесс пайки труб
- Рекомендации по правильной пайке
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена;
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений;
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице;
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой;
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.
Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара.
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Пайка полипропиленовых труб в труднодоступных местах: советы и рекомендации

Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения.
При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы — как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
- Способы сварки полипропиленовых труб
- Необходимый инструмент для пайки полипропиленовых труб малого диаметра
- Пайка полипропиленовых труб в труднодоступных местах
- Сварка и монтаж отдельной части системы трубопровода
- Особенности пайки в углах
- Последовательность и важные правила пайки полипропилена
- Ошибки при пайке пластиковых труб
- Неправильный выбор паяльника
- Перепай
- Малый нагрев, неправильный угол и другие ошибки
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.
Рис. 2 Сварочное устройство — паяльник
Необходимый инструмент для пайки полипропиленовых труб малого диаметра

Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами.
Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом.
Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.
Рис. 3 Инструменты для работы с ППР
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку.
В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.
Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Сварка и монтаж отдельной части системы трубопровода

При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты.
После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя — это обеспечит высокую адгезию между соединенными элементами.
Рис. 5 Последовательность пайки трубопровода из ППР
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 — 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров — в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.
Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя — детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей — их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.
Рис. 7 Пайка полипропиленовых труб в труднодоступных местах с врезкой крана
Часто возникает ситуация, когда необходимо привести врезку в трубопровод для вставки фитинг-крана или муфты при ремонте поврежденного участка. При проведении работ по установке крана лучше сваривать несколько участков в такой последовательности:
- Вначале разрезают трубопровод, вырезав из него сегмент нужной длины ножницами по предварительно рассчитанным меткам, сливают воду и очищают насухо свариваемые поверхности от жира, грязи и влаги.
- Оттягивают правый отрезок трубы от стены, вставляют его в насадку предварительного подготовленного к работе паяльника, с другой стороны подсоединяют фитинг открытого крана (это необходимо для стравливания воздуха).
- Производят сварку по приведенной выше технологии, затем переходят к другой стороне. Перед работой необходимо подготовить упор для паяльного прибора (ножницы, разводной ключ), так как спаивание будет проходить на весу.
- Отгибают левую трубу в сторону и производят прогрев раструба крана на несколько секунд больше, после чего быстро вставляют в насадку трубный конец, прогревая его на несколько секунд меньше.
- Затем состыковывают элементы, плотно прижимая их друг другу с соблюдением стандартных временных интервалов.
Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками — это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком.
Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Так же следует всегда четко отмечать карандашом расстояние, на которое углубляется труба, для диаметра 20 мм. оно обычно составляет 14 — 17 мм.
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов — если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось — в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Чтобы пайка полипропиленовых труб в труднодоступных местах была качественной, нужно выбрать правильный паяльник – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР.
Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Как паять полипропиленовые трубы — подробная технология с разбором ошибок

Подробная технология раструбной пайки (сварки) труб из полипропилена.
Полипропиленовые трубы — трубы собираемые методом диффузионной сварки при помощи фитингов: муфт, уголков, тройников и т.п. Расчетный срок службы труб из полипропилена составляет более 50 лет.
Необходимо также отметить, что заявленный производителем срок службы полипропиленовых труб — 50 лет, подразумевает, что трубопровод будет эксплуатироваться при нормальном давлении и нормальной температуре. То есть трубы могут выдерживать долгосрочные значительные давления, но температура транспортируемой жидкости при этом должна быть низкой либо, наоборот, температура жидкости может быть очень высокой, но давление при этом должно быть низким.
При высоком давлении и высокой температуре срок службы трубы резко сокращается и может доходить до 1-5 лет. Для определения срока службы труб, эксплуатирующихся в экстремальных условиях, существует специальная таблица. Мы не будем приводить ее в данной книге, поскольку на бытовом уровне таких долгосрочных нагрузок в домашних трубопроводах не возникает, а кратковременные аварийные ситуации, связанные с резким скачком давления или резким скачком температуры транспортируемой жидкости, труба выдержит.
Полипропиленовые трубы бывают серые, белые, черные и зеленые.
Цвет, кроме черного, не означает каких-либо ограничений но применению труб. Черный цвет трубы показывает, что она наиболее защищена от ультрафиолетового излучения.
В полипропиленовых водопроводах используются неразъемные соединения, трубы собираются на сварных фитингах один раз навсегда.
Трубы из полипропилена могут быть использованы для:
- Водоснабжения домов: устройство стояков, устройство труб, присоединение труб к сетям водоснабжения из металлических труб
- Отопления дома : устройство стояков отопления. Устройство труб от отопления, подключения к котельной установке, присоединение к металлическим радиаторам.
Длительный срок службы труб из полипропилена позволяет использовать их для прокладки всех видов трубопроводов:
- открытой прокладки;
- прокладки по стене;
- в закрытой прокладке;
Трубы из полипропилена делятся на 4 категории
- PN 10— тонкостенный вариант, для холодного водоснабжения (до +20°С), номинальное рабочее давление 1 МПа (10,2 кг/см/2);
- PN 16— разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления;
- PN 20— универсальная труба применяется, для холодного и горячего водоснабжения (температура до +80°С), номинальное давление 2 МПа (20.4 кг/см2);
PN 25— армированные алюминиевой фольгой, для горячего водоснабжения и центрального отопления (до +95°С), номинальное давление 2,5 МПа (25,49 кг/см-).
В отличие от металлопластиковых труб прослойка из алюминия в этих трубах находится ближе к внешней стороне и на ней, чаще всего, сделана перфорация, что позволяет не применять клей для скрепления слоев трубы. Соединение внешнего и внутреннего слоя полипропилена между собой либо с алюминиевой прослойкой происходит через перфорированные отверстия, которые, в свою очередь, у различных фирм-производителей могут быть сквозными или поверхностны лги. Непосредственное соединение полипропилена с алюминием значительно повышает стабильность и прочность труб.
Благодаря такому соединению трубы PN 25 имеют более тонкие стенки, чем обычные полипропиленовые грубы и позволяют обеспечивать больший расход жидкости.
Предназначены для специального использования — главным образом, в отопительных трубопроводах, а также в трубопроводах горячего водоснабжения, но могут применяться и для систем холодного водоснабжения.
А также позволяют осуществлять подключение полипропиленового трубопровода к металлическому. Трубы экологически чисты и с успехом применяются в трубопроводах холодного и горячего водоснабжения и отопления. Благодаря фитингам с хромированными и латунными вставками трубы легко комбинируются с имеющейся стальной арматурой и сантехническими приборами.
Фитинги применяемые для соединения полипропиленовых труб
Соединительные фитинги
Основные типоразмеры: 20 х 1/2, 20 х 3/4, 25 х 1, 32 х 1 и т.д. 
Рис.1. Муфта для соединения полипропиленовых труб одного диаметра;

Рис.2. Муфта для соединения полипропиленовых труб 2 -х диаметров; 
Рис.3. Угольник 45°; img src=»https://www.freeseller.ru/uploads/posts/2011-05/1305102313_ugol90.jpg» alt=»Угольник 90° полипропилен» >
Рис.4. Угольник 90°
Рис.5. Угольник 45° для соединения труб разного диаметра;
Рис.6. Угольник 90° для соединения труб разного диаметра;
Рис.7. Угольник тройной; 
Рис.8. Тройник с одинаковыми штуцерами, (соединение труб одного диаметра);
Рис.9. Тройник переходной, (соединение труб одного диаметра); 
Рис.10. Крестовина;

Рис.11. Заглушка для полипропиленовых труб; 
Рис.12. Компенсатор тепловых расширений;
Резьбовые фитинги для полипропиленовых труб

;Рис. 1. Переход (муфта)с внутренней резьбой; 
Рис.2. Переход (муфта) с наружной резьбой; 
Рис.3. Переход (муфта) с перекидной гайкой; 
Рис.4. Переход (муфта) с перекидной гайкой и металлической вставкой; 
Рис.5. Переход с пластмассовой резьбой наружной типа «DG» 
Рис.6. Угольник 90° с внутренней резьбой; 
Рис.7. Угольник 90° с наружной резьбой; 
Рис.8. Угольник 90° с перекидной гайкой; 
Рис. 9. Тройник с внутренней резьбой; 
Рис.10. Тройник с наружной резьбой; 
Рис.11. Тройник с перекидной гайкой; 
Рис.12. Водорозетка угольник для крепления смесителя и других приборов: 20 х 1/2, 25 х1/2; 

Рис.13. Комплект водорозеток для смесителя: 20 х 1/2, 25 х1/2;

Рис.14. Штуцер с перекидной гайкой; 
Рис.15. Вварное седло с внутренней резьбой; 
Рис.16. Вварное седло с наружной резьбой; 
Рис.17. Разборное соединение; 
Рис.18. Разборное соединение с внутренней резьбой; 
Рис.19. Разборное соединение с наружной резьбой;
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.

Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.
Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.

Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.

Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).
В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С. Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары.
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
1. Ножницами или труборезом обрезать трубу под прямым углом.

2. Конец трубы и раструб фитинга при необходимости очистить от пыли и грязи, обезжирить спиртом или мыльной водой и затем просушить.
При сварке труб PN 10 и PN 20 на этом этапе ничего больше делать не нужно.
При сварке армированных труб PN 25 специальным инструментом шейвером с трубы снимают два верхних слоя из полипропилена и алюминия. Размер раструба фитинга сделан таким образом, что в него может войти труба только с удаленными верхними слоями. Глубину зачистки выполняют по упору инструмента, определяющего глубину сварки.

Рис.5. Шейвер

Рис.6. Обработка трубы шейвером.
3. На трубу нанести метку на расстоянии, равном глубине раструба плюс 2 мм. Если использовать грубы, фитинги и инструмент от одного производителя, то, чаще всего, никакими вычислениями заниматься не нужно. Шейвер (рис. 2) снимает верхние слои трубы ровно на глубину сварки, а размеры нагревательных насадок таковы, что вставить в них трубу на глубину больше чем требуется, невозможно.



4. Поместить соединяемые детали на соответствующие насадки: трубу вставить в гильзу до отметки, обозначающую глубину сварки, а раструб фитинга надеть на дорн.

5. Выдержать время нагрева (см. таблицу 1), после чего снять детали с аппарата и соединить их друг с другом, не проворачивая детали по оси. Сварочные фитинги необходимо соединять с трубой быстрым уверенным движением, соблюдая соосность трубы и муфты. Соединение трубы и фитинга должно происходить на ту глубину, которая определена границей внутри раструба фитинга.


6. После сварки необходимо выдержать время охлаждения, особенно для труб с тонкими стенками. Поворот и изгибание (деформации) во время остывания недопустимы. Соединение с неудачной соосностью или углом взаимного расположения фитингов подлежит только одному способу исправления — неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение — уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.

Если Вы паяете (свариваете) полипропиленовые трубы в первый раз можете разрезать первое соединение для проверки, должно получиться вот так вот:

При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом соединение будет ненадежным и диффузия материала может не произойти.
При перегреве возникает возможность потери устойчивости формы, адгезия (липкость) материала будет чрезмерная. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение будет с заужением.
Налипание материала на фитингах говорит либо о плохом качестве тефлонового покрытия насадок сварочного аппарата, либо о перегреве пластмассы при сварке.
Подробный процесс сварки (пайки) полипропиленовых труб смотрите на видео:
Подробный процесс сварки (пайки) армированных полипропиленовых труб смотрите на видео:
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
- Нарушение соосности труб более чем на толщину их стенки не допускается;
- Наружная поверхность соединительной детали, сваренной с трубой не должна иметь трещин, складок и других дефектов, вызванных перегревом;
- У кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной по всей окружности валик оплавленного материала, выступающий за торцевую поверхность соединительной детали.
Инструкция по сварке вварных седел
Вварные седла применяются для монтажа последующих ответвлений от трубопровода, при ремонте существующих систем.
Сначала необходимо просверлить стенку пластиковой трубы сверлом Фузиотерм.
>При применении комбинированных труб Штаби следует удалить оставшийся на просверленном отверстии алюминий с помощью инструмента для снятия фаски Фузиотерм.
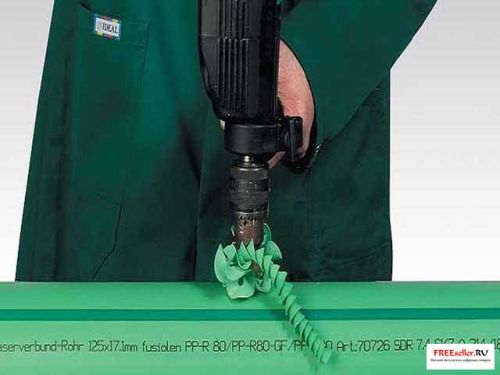
Рис.1. Просверливание отверстия в стенке трубы.
Сварочный прибор / инструмент для вварного седла должен достичь требуемой рабочей температуры 260°С.
Свариваемые поверхности должны быть чистыми и сухими.
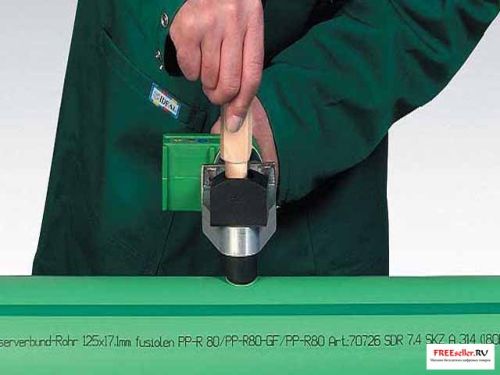
Рис.2. Установка сварочного аппарата;
Нагревательный штуцер инструмента для вварного седла вставляется в отверстие в стенке пластиковой трубы до тех пор, пока инструмент не достигнет полностью наружной стенки трубы. Затем штуцер вварного седла вставляется в нагревательную гильзу до тех пор, пока поверхность седла не достигнет свода инструмента. Время нагрева элементов составляет 30 сек.
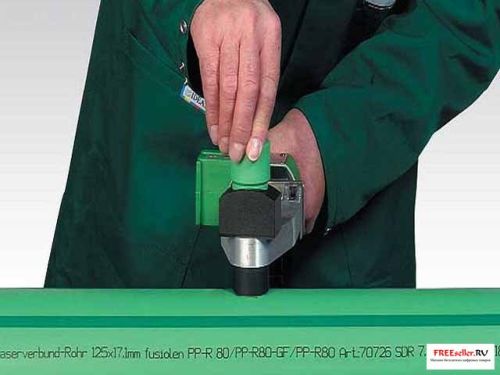
Рис.3. Нагревание трубы и седла.
После извлечения сварочного прибора штуцер вварного седла быстро вставляется в нагретое отверстие. Затем седло следует точно и плотно, не вращая, прижать к нагретой наружной поверхности пластиковой трубы.

Рис.4. Установка вварного седла;
Вварное седло неподвижно фиксируется на трубе в течение 15 сек. После 10 минут остывания соединение можно подвергать полной нагрузке. Соответствующая труба ответвления вваривается в муфту обычным способом.

Рис.5. Готовое вварное седло.
Примеры готовых трубопроводов из полипропилена сваренных раструбной сваркой
Простейший пример труб из полипропилена в ванной комнате:
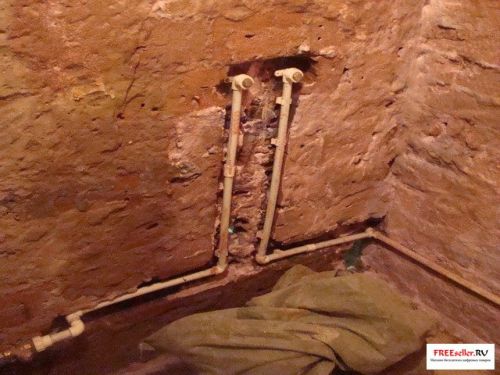

Простейший пример полипропиленовых труб из туалета в ванную комнату) Обратите внимание трубопровод из полипропилена съемный).


Разводка труб из полипропилена (более сложный вариант), все трубы обернуты в теплоизоляцию для предотвращения образования конденсата для холодной воды, и уменьшения тепло потерь для горячей).

— для металлопластиковых труб (PEX-AL-PEX)= 2,6 *10 -5
-для металлопластиковых труб с армирующем слоем из этиленвинилового спирта (PEX-EVOH-PEX) = 2.1 *10 -5
— Для полипропиленовых труб, без армирования (PP) = 15 *10 -5
— Для полипропиленовых труб с алюминиевым армирующим слоем =(PP ALL-PP) = 3*10 -5
Ну и немного ясности в этих цифрах:
При изменении температуры окружающего воздуха, или температуры жидкости внутри трубы на 10 градусов по Цельсию, каждый метр трубы удлиниться или укоротиться соответственно:
https://master-pmg.ru/dlya-vody/kak-spayat-plastikovye-truby.html
https://truby-moskva.ru/kak-pravilno-payat-polipropilenovye-truby.html
https://www.freeseller.ru/3026-kak-payat-polipropilenovye-truby.html

