
Содержание
Пайка медных труб газовой горелкой: методы пайки, инструменты, лучшие материалы, процесс пайки и принцип работ
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.

Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.

Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.

Муфты для пайки медных труб
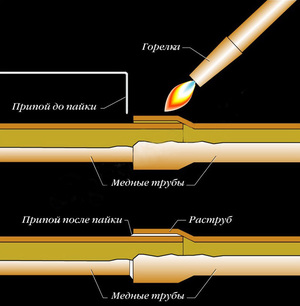
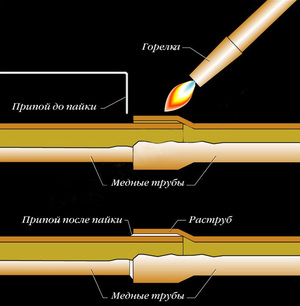
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.

Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.

Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.

Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.

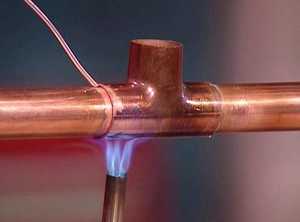
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.

Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.

Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Пайка медных трубок газовой горелкой: полезные советы и этапы самостоятельной пайки
Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от газовой горелки не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из медных труб, рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.
Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 – нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью трубореза для медных труб, с критериями выбора которого ознакомит рекомендуемая нами статья.
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.
Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.
Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 – зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание припоя для пайки меди гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
- Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
- Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
- Затем берем металлический ершик и обрабатываем внутреннюю сторону.
- Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.
Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 – нанесение флюса
Для соединения медных труб отопления или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.
Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 – соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.
Выполнив соединение, необходимо как можно быстрее произвести пайку медных труб. Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 – пайка по капиллярной технологии
В сборке отопительных и водопроводных трубопроводов из меди применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
Процесс пайки происходит в следующем порядке:
- включаем газовую горелку;
- направляем пламя на место соединения;
- перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
- когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.
Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.
Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 – обработка швов
Опытные мастера обычно в совершенстве владеют техникой соединения медных труб и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.
После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Принципы пайки медных трубок газовой горелкой
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.

Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими расходными материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.

Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Инструмент для проведения пайки
Для герметичного и прочного соединения необходимо иметь оборудование для пайки медных изделий:
- труборез;
- фаскосниматель;
- наждачную бумагу;
- металлический ершик;
- кисточку;
- газовую горелку.
Для разметки понадобятся рулетка и карандаш или маркер. Если удлинение трубопровода будет производиться без переходников, понадобится труборасширитель. С его помощью нагревается и расширяется конец одной трубы и в него заводится вторая, по аналогии с пластиковыми соединениями.
Фаскосниматель обеспечивает ровные кромки без заусенцев. Его может заменить наждачная бумага средней зернистости.
Металлический ершик должен входить внутрь трубы и зачищать грязь, снимать пленку окислов. Кисточка используется для нанесения флюса на соединяемые поверхности.
Выбор газовой горелки
Газовая горелка для пайки меди выбирается с узким соплом, бытовая. Ширина пламени не должна превышать диаметр трубы. Конструкцию инструмента определяет газ, на котором он работает:
- МАРР-газ состоит из метилацетилен-пропадеина и природного сжиженного газа;
- пропан;
- ацетилен-кислород.
МАРР-газ обеспечивает быстрый нагрев, применяется профессионалами для пайки холодильников.
Пропановые горелки подходят для работы в маленьких мастерских. Они могут включаться пьезоэлементом при нажимании на кнопку пуска газа.
Ацетилен-кислородные горелки работают с одноразовыми малыми баллонами в условиях ограниченного пространства и со стационарными емкостями под газ.
При выборе горелки следует обращать внимание на наличие инжектора. Мощность должна быть достаточной, чтобы нагреть трубу за пару минут на заданную температуру. Назначение инструмента в техпаспорте — для пайки. Среди материалов, с которыми может работать горелка, должна числиться медь и ее сплавы.

Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Форсунку можно сделать из обычной иглы для инъекций. Она изготовлена их высоколегированной нержавейки и выдержит высокие температуры. Нужно сделать переходник для крепления иглы к трубке. Скошенный кончик сточить, сделать ровным, чтобы факел пламени горел прямо.
Этапы спайки медных труб
Процесс пайки медных труб простой, но требующий точного выполнения всех операций. Перед работой следует выбрать способ соединения труб. Следует заранее приготовить все детали и инструменты. Затем проводится пайка:
- Обрезка трубы до нужного размера с учетом захода ее в фитинг. Зачистка торцов.
- Поверхность медной трубы и отверстие соединительной детали следует тщательно обезжирить, зачистить щеткой и шкуркой. Металл должен стать блестящим, чистым.
- Смазать соединяемые поверхности тонким слоем флюса.
- Завести трубу в фитинг до упора.
- Нагреть соединение с помощью пламени горелки. Медь должна стать красной.
- Поднести к торцу фитинга припой и расплавить его.
После остывание в естественных условиях с соединения удаляется шлак, остатки флюса и припоя.
Пайка медных трубок доступна в домашних условиях. Новичкам рекомендуется сначала потренироваться на обрезках, чтобы научиться чувствовать температуру нагрева и момент, когда нужно подносить припой.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.

Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб в домашних условиях своими руками: способы и технологии пайки
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
1.1 Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.

В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
1.2 Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
2 Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
2.1 Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
2.2 Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
3 Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

3.1 Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
3.2 Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
3.3 Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
3.4 Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Виды припоев

Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
3.5 Соединительные фитинги

При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
3.6 Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
3.7 Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
4 Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.

Пайка медных труб состоит из нескольких этапов
4.1 Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.

Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
4.2 Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.

4.3 Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
4.4 Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
4.5 Пайка крупных деталей
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
4.6 Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
4.7 Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
5 Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
5.1 Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Лучше всего отрезать детали труборезом. Важно, чтобы инструмент был качественным, иначе не удастся избежать деформации медной трубы
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Качественная зачистка соединяемых труб обязательна. Внутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению жидкости
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
5.2 Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
5.3 Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.

Для равномерного распределения флюса внутри соединяемых деталей их необходимо провернуть и внимательно осмотреть соединение. Если на поверхности трубы появились излишки флюса, немедленно убираем их при помощи чистой тряпочки или салфетки
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
5.4 Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Припой подается на участок пайки тогда, когда детали достаточно разогрелись для того, чтобы расплавить его своим теплом
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
5.5 Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Для разогрева медных деталей при пайке может использоваться специальный электрический паяльник с удобной ручкой и регулировкой силы нажима
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
6 Как правильно паять медные трубы своими руками: видео
6.1 Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.

Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
6.2 Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;

Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента; - После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.

Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
6.3 Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.

Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.
Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
6.4 Ход работы
Сварка медных труб проходит следующим образом:
- Отрезаем деталь нужной длины. Лучше всего с этим справиться труборез, который несколько раз прокручивается вокруг арматуры, при этом каждый раз немного подкручивается зажимной болт. При таком способе разрезания срез получится ровным, а задиры будут только на внутренней поверхности. Лучше приобрести качественный инструмент, чтобы края были идеально ровными, это сэкономит время и силы при дальнейшей работе с деталью;

- В результате резки должен получиться идеальный срез без зазубрин, поэтому далее потребуется фаскоснимателем снять излишки металлической стружки со стенок. После этого внутренняя поверхность необходимо обезжирить и проделать те же манипуляции со следующей деталью.
- Берется труборасширитель, который легко увеличивает разъём одной из деталей, чтобы при соединении нескольких получить литую конструкцию.
- Далее следует нанести флюс для пайки медных труб. Делать это лучше с особой аккуратностью, так как излишки флюса могут привести к нарушениям технологии и герметичности спаиваемых поверхностей. Берется специальная кисточка и паста для пайки, которая наносится на вставляемую деталь. Излишки сразу необходимо убрать.
- Если соединение проводится с использованием фитингов, то нужно соединить детали максимально быстро. Быстрота требуется для того, чтобы не попали пыль и грязь на флюс. После соединения, нужно закрутить фитинги до упора. В процессе прокручивания флюс равномерно распределяется между поверхностями соединения.
- После всех проведенных манипуляций приступают непосредственно к сварке. Берется горелка, включается и прогревается. Далее пламя направляют на стык медных изделий. Прогревание поверхности проводят по всей площади стыка, чтобы нагрев поверхности проходил равномерно. Затем к разогретой поверхности подносится проволока, которая начинает от прикосновения к разогретой поверхности плавиться.

В процессе низкотемпературной сварки важно не расплавить оловянную проволоку (или другой используемый состав для пайки), а разогреть поверхности свариваемых труб. В качестве припоя могут использоваться различные металлы с температурой плавления ниже, чем у меди (температура плавления меди 1083,4 °С). - После остывания получившаяся конструкция будет готова к использованию.
Как паять трубы для водопровода
Преимущества медных конструкций для водопровода перед аналогами из пластика и других видов стали:
- выдерживает температуру нагревания до 600 градусов;
- рабочее давление достигает 100 бар;
- максимальная нагрузка превышает цифру в 550 атмосфер;
- устойчивость к перепадам давления и температур;
- легкая замена в случае аварий – потребуется заменить только участок, на котором произошла авария;
- использование медных труб именно для водопровода увеличивает срок эксплуатации еще на несколько десятков лет. Это связано с тем, что хлор из водопроводной воды окисляет внутренние стенки, в результате чего образуется тонкая пленка защитного слоя;
- при высоких температурах пластик начинает испаряться, а со временем на стенках образуется низкомолекулярная органика. Медные же изделия устойчивы к любым температурам и обладают антибактериальными свойствами.
Для водопровода паять медные трубы, как и конструкции отопления и охлаждения, можно в домашних условиях с использованием обычных инструментов, которые зачастую у каждого мастера есть дома.

Важно! При пайке водопровода припой для медных труб лучше выбирать без содержания кадмия или свинца, так как эти материалы токсичны.
Особенности пайки для кондиционеров
Спаять медные трубки, как правило, можно в несколько этапов:
- Разметка будущей системы охлаждения.
- Штробление стен.
- Непосредственная сварка медных арматур.
Пайка медных труб для кондиционирования обладает следующими особенностями:
- распил ножовкой не рекомендуется – оставшиеся зазубрины внутри отрезанной детали могут создавать затруднения в проведении газа и жидкостей, а также могут стать причиной развития коррозии;
- особое внимание уделите дренажной трубе, которая устанавливается под определенным углом, в ином случае будут проблемы с отведением конденсата;
- запуск и проверка охлаждения проводятся только после полного застывания припоя и охлаждения медных конструкций.

В стене медные конструкции должны находиться в специальной поролоновой или пластиковой шубке.
Важно! При пайке медных арматур для кондиционирования большое значение носит соблюдение всех правил безопасности.
7 Что нужно для пайки паяльником

Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
7.1 Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.

И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.

Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
7.2 Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:

- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.

Так надо затачивать жало паяльника
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
7.3 Пайка медных труб газовой горелкой
В первую очередь на концы соединяемых труб нужно нанести флюс . Для этих целей при помощи кисточки наносим одну каплю флюса на наружную часть той трубы, которая будет вставляться в другую. Флюсом трубу промазываем полностью, на всю глубину захода.

Затем берём и аккуратно вставляем одну трубу в другую до упора. Как только трубы соединены, можно зажигать газовую горелку и осуществлять пайку. Действовать нужно достаточно быстро, поскольку припой легко плавится.
Сначала хорошо прогреваем место соединения труб, промазанное флюсом, а затем подносим к нему пруток припоя. Как только припой начал плавиться, нужно добиться равномерного его растекания по всему месту соединения, слегка, по возможности, проворачивая медные трубы. При этом важно добиться, чтобы не было щелей в месте соединения, а припой не свисал бы со стыка в виде застывшей капли.

8 Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:

- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
8.1 Отличия технологии при использовании флюса

Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
8.2 Особенности пайки многожильных проводов

Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
8.3 Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.

Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
9 Инструкция пайки медных труб и фитингов
Методика пайки по инструкции позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых условиях.
Навыки и знания инструкции необходимы для получения качественно спаянного соединения. Поэтому рассмотрим технологическую инструкцию пайки, в первую очередь, мягким припоем.
9.1 Подготовительная часть: измерение медной трубы и резка
Необходимо точно измерить длину каждого сегмента медной трубы. Следует подчеркнуть: неточность измерений сопровождается риском снижения качества соединения. Если медная труба чрезмерно коротка, то есть не достигает дна чашки фитинга, такое соединение характеризуется неправильным.
Напротив, когда отрезок медной трубы чрезмерно длинный, появляется риск деформации узла, что негативно влияет на срок службы паяного соединения. Об этом отмечает инструкция пайки, в частности.

Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов Разрезается медная труба на измеренную длину. Резку допускается выполнять различными способами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножом. Также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры по исключению возможных деформаций стенок в процессе резки медной трубы.

Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
9.2 Инструкция пайки: развёртывание области отреза
Требуется развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, тем самым удалить микроскопические заусенцы, неизбежно образующиеся в процессе операции резки.
Если шероховатую внутреннюю кромку не удалить путём развертывания, существует риск возникновения эрозионной коррозии по причине локальной турбулентности и увеличенной локальной скорости потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на наружной стороне отрезанной области медной трубы после операции резки, обеспечив тем самым надлежащее сочленение с чашей фитинга.

Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругу Инструменты, используемые для разворачивания трубных торцов, включают:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
Если работы проводятся с мягкой (отожженной) медной трубой, необходимо соблюдать осторожность, так как есть риск деформирования конечной части медной трубы приложенными усиленными действиями.
На случай непреднамеренной деформации мягкой медной трубы, округлость можно восстановить с помощью калибровочного инструмента — пробки и калибровочной муфты.
9.3 Инструкция пайки: очистка области пайки
Удаление оксидов и поверхностного загрязнения на концевых (в местах реза) частях медных труб и установочных фитингов имеет решающее значение для корректного распределения припоя в области соединения.
Невыполнение очистки соответствующим образом приводит к снижению капиллярного эффекта и, в конечном итоге, снижает прочность спаянного узла.
Поэтому требуется лёгкая шлифовка (зачистка) концевой области медной трубы, как правило, посредством стандартной наждачной бумаги, нейлоновых абразивных прокладок, металлической щётки.
Согласно инструкции пайки, шлифовка производится на участке поверхности, немного превышающем глубину чашек установочных фитингов.

Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Инструкция пайки требует применять мелкозернистую «шкурку» Капиллярное пространство между телом медной трубы и телом фитинга составляет приблизительно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию.
Размер зазора является критическим параметром, определяющим эффективность заполнения зазора припоем и, как следствие, прочность соединения.
Медь — относительно мягкий металл. Очевидно, когда с конца трубки или фитинга снимается чрезмерное количество материала, слишком свободная посадка деталей способна привести к соединению низкого качества.
Допускается химическая очистка сочетаемых поверхностей, если концевые части медной трубы и фитинга тщательно промыть после такой операции. Как правило, производители химических средств очистки предоставляют инструкции на этот счёт.

Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы Не следует прикасаться к уже очищенным поверхностям медных деталей голыми руками или масляными перчатками. Жировые отложения кожи рук, а также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, ухудшают процесс пайки.
9.4 Инструкция пайки: применение флюса под припой
Процесс создания паяных соединений обязательно предполагает использование флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс способствует лучшему смачиванию поверхностей металлическим припоем, поэтому однозначно рекомендуется инструкциями ASTM B 813.

Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки Наносить тонкий ровный слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Согласно инструкции пайки, делается это немедленно после выполнения операции очистки, дабы исключить образования новых окислов (чистая медь окисляется очень быстро).
Флюс нельзя наносить пальцами рук. Химические вещества, присутствующие в составе флюса чрезвычайно вредны для глаз, организма, открытых ран.
Кроме того, чрезмерное количество флюса, остаток этого вещества после пайки, нередко способствует образованию коррозии, приводящей к перфорированию стенки медной трубы, фитинга или обеих частей соединения.
9.5 Инструкция пайки: сборка медного узла
Вставить концевую часть медной трубы внутрь чашки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашки фитинга.
Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сегмента флюсом.
Удалить излишки флюса с наружной поверхности медной трубы и фитинга с помощью технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем самым равномерное капиллярное пространство по окружности соединения.

Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью Равномерность капиллярного пространства обеспечит качественное капиллярное течение расплавленного припоя. Следует помнить, чрезмерный зазор стыка приводит к растрескиванию припоя в условиях напряжения или вибрации. Сделанное соединение фактически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на долгое время.
9.6 Инструкция пайки: нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и легковоспламеняющимися газами необходимо следовать инструкции ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла выполняют пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит начальное тепло на чашку фитинга, тепло равномерно распределяется по всей области соединительного узла. Степень предварительного нагрева зависит от размера собранного узла.
Предварительный нагрев узла выполняют равномерной проводкой пламени горелки по всей окружности медной трубы, с целью достижения надлежащей температуры для полной области соединения.

Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область Выполняя соединения горизонтального монтажа, следует избегать непосредственного предварительного нагрева верхней части узла. Такая техника поможет избежать пригорания флюса.
Естественная тенденция повышения температуры обеспечит достаточный предварительный нагрев верхней части сборки. Затем пламя горелки перемещают на чашку фитинга. Прикладывают пламя грелки попеременно к чашке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга.
Опять же, предварительно нагревая окружность узла, как описано выше с помощью горелки у основания установочной чашки, периодически контактируют прутком припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашки фитинга. Перегревом сжигается флюс, резко снижается эффективность пайки, припой не затекает в зазор соединения должным образом.
Когда припой начинает плавиться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр усиливает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.

Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени Нагрев под пайку медного соединения, как правило, организуется при помощи воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене или на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электрическим сопротивлением. Контактная пайка сопротивлением на медных трубах работает на основе электродов и применяется в случае невозможности пайки открытым пламенем.
9.7 Инструкция пайки: как применять припой?
Пайка соединений в горизонтальном положении, предполагает начальную закладку припоя в точке несколько смещённой от центра нижнего сегмента соединения.
Как только припой начнёт расплавляться при контакте с нагретыми поверхностями медной трубы и фитинга, следует направить пруток припоя непосредственно в щель зазора соединения.

Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута Пламя газовой горелки при этом удерживают у основания фитинга и немного впереди точки нанесения припоя. Такой техникой наложения припоя выполняют проход пайки от нижней части фитинга к верхней части с одной из двух сторон узла.
Далее возвращаются к начальной точке, и продолжают пайку на другой стороне узла аналогичной техникой наложения припоя. В процессе пайки медной трубы и фитинга допускается образование небольших шариков припоя за точкой нанесения.
Эти образования указывают на заполнение припоем сегмента пайки – своеобразный сигнал перехода на следующий уровень. Соединения в вертикальном положении медной трубы выполняют аналогичной последовательностью проходов, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, затягивающего расплавленный припой в узкий зазор между фитингом и медной трубой.
Расплавленный металлический припой втягивается в соединение капиллярным действием независимо от направления потока припоя — восходящего, нисходящего, горизонтального.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм.
Допускается некоторое ослабление посадки деталей узла, но слишком слабая посадка может вызвать затруднения пайки, особенно с фитингами большего размера.
Для соединения медной трубки с контактным кольцом крана рекомендуется пользоваться инструкциями производителя. При подаче тепла кран переводят в частично открытое положение, и в первую очередь прогревают область медной трубы.
9.8 Инструкция пайки: охлаждение, очистка, тестирование
После завершения процесса пайки завершённое соединение остужается естественным образом. Принудительное охлаждение водой недопустимо, так как способно привести к негативной нагрузке на спаянный узел.
Как только соединение остынет, удалить остатки флюса влажной ветошью. По возможности готовую систему рекомендуется промыть с целью исключения избыточного потока и удаления мусора.
Проверить завершённый узел на целостность соединения. Точно следовать инструкции на процедуру тестирования, в соответствии действующими нормами и регламентирующими нормативами.
10 Мифы о медных трубах
Ввиду отсутствия привычки к меди в качестве материала для систем отопления, водо- и газоснабжения, у современных российских потребителей есть недоверие к этому материалу. Существуют два мифа:
- Водопроводные медные трубы дороги и непрактичны, несмотря на высокую цену. Непрактичность связывают с возможным окислением на внешней стороне труб, тогда как изнутри медные трубы окисляются тоже, однако коррозии неподвержены абсолютно. Более высокая стоимость медных труб с лихвой может покрыться простотой монтажа и долговечностью материалов.
- Медные трубы опасны в сочетании с хлорированной водой. Несомненно, медь, вступая в реакцию с частичками хлора, окисляется, однако образующаяся внутри труб пленка, наоборот, бережет трубы от дополнительных химических воздействий и безопасна для человеческого организма.
Однако эти мифы разрушаются многолетней практикой. Неслучайно этот материал использовали в водопроводных системах еще несколько тысячелетий назад, и до сих пор в странах Европы медь пользуется заслуженным признанием.

Использование медных труб для домашнего водопровода абсолютно безопасно
Благодаря качеству материалов и удобству монтажа, медные трубы для системы домашнего водоснабжения наиболее предпочтительны, и обязательно будут находить новых почитателей в России.
11 Недопустимые ошибки

Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
12 Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
13 Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
14 Меры предосторожности
При сварке медных труб немаловажным является соблюдение правил безопасности:
- все работы проводятся в специальной одежде и перчатках, также не помешает одеть специальные очки, чтобы не было попадания искры на кожные покровы и слизистую;
- газовой горелкой нужно работать аккуратно и обязательно давать агрегату остыть, в ином случае инструмент перегреется и придет в негодность;
- в случае если допущена ошибка в процессе сварки, у специалиста есть только несколько секунд, чтобы исправить ошибку до застывания материалов, так как распаять обратно будет проблематично;
- чтобы спайка прошла в безопасных условиях, заранее проверьте отключение действующей системы газоснабжения, отопления или водопровода.
При соблюдении технологии пайки и сварки, полученный результат не будет беспокоить на протяжении многих лет.
https://santehnik-market.ru/vodostoki/pajka-mednyh-trub-gazovoj-gorelkoj-metody-pajki-instrumenty-luchshie-materialy-protsess-pajki-i-printsip-rabot.html
https://uteplimvse.ru/interesnye-stati/pajka-mednyx-trub-v-domashnix-usloviyax-svoimi-rukami-sposoby-i-texnologii-pajki.html



